Dr Rajiv Desai
An Educational Blog
3D PRINTING
3D Printing:
____
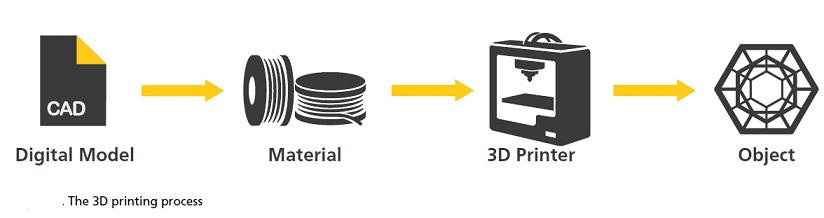
In reality 3D printing is quite slow as compared to the figure above!
____
Prologue:
The First Industrial Revolution took place from the 18th to 19th centuries in Europe and America. It involved iron and textile industries, along with the development of the steam engine. The Second Industrial Revolution took place between 1870 and 1914, just before World War I and technological advances during this period included the telephone, light bulb, phonograph and the internal combustion engine. The Third Industrial Revolution, or the Digital Revolution, started in 1980s which refers to the advancement of technology from analog electronic and mechanical devices to the digital technology available today. Advancements during the Third Industrial Revolution include the personal computer, the internet, and information and communications technology (ICT). The Fourth Industrial Revolution builds on the Digital Revolution, representing new ways in which technology becomes embedded within societies and even the human body. The Fourth Industrial Revolution is marked by emerging technology breakthroughs in a number of fields, including robotics, artificial intelligence, nanotechnology, quantum computing, biotechnology, The Internet of Things, 3D printing and autonomous vehicles. I have discussed all the fields of Fourth Industrial Revolution in my previous articles except 3D printing. Today is the day of 3D printing. 3D printing is a technology which makes it possible to build real objects from virtual 3D objects. 3D printing, also called additive manufacturing is a process of making three-dimensional solid objects using a digital file. This is done by “cutting” the virtual object in 2D slices and printing the real object slice by slice. Slices are printed on top of each other and since each slice has a given thickness (e.g. 0.1 mm), the real object gains volume every time a slice is added. 3D printing is changing the way physical goods are developed, produced and distributed across all industries. Products that took weeks and months to design, prototype and manufacture now take a matter of minutes, with manufacturers enjoying a shorter time to market and lower cost base. 3D printing is portrayed as a manufacturing revolution. The question is not if but when companies need to consider 3D printing. Digital fabrication will allow individuals to design and produce tangible objects on demand wherever and whenever they need it. The revolution is not additive versus subtractive manufacturing; it is the ability to turn data into things and things into data.
_____
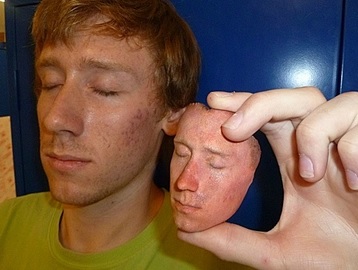
3D scanner makes digital file of your face. 3D printer constructs replica of your face.
____
3D Printing Glossary:
3D — having three dimensions: length (width), depth, and height.
Manufacturing –The making of things, usually on a large scale.
Prototype–A first or early model of some device, system or product that still needs to be perfected.
Additive — in 3D printing, the process of building an object by adding layer upon layer.
Subtractive — Creating an object by removing (subtracting) parts of a single block of material.
Thermoplastic — Plastic that becomes pliable upon heating then solid when cooled.
Plastic and Resin– Plastic is a form of resin. Natural resins are thick, sticky organic liquids that are insoluble in water. The sap of pine and other coniferous trees, often called pitch, is a resin. The materials we call plastics (polystyrene, ABS, acrylics, polyethylene, etc.) are synthetic resins in the form of long-chain polymers derived from (usually) petroleum. Resins are more of a natural origin directly derived from plant oozes whereas plastics are of a synthetic polymeric nature.
Triangle Geometry — The STL (stereolithography) file format describes 3D models as a set of triangles. Models also can be described with polygons or quad geometry.
Quad Geometry — Quad geometry is used to describe 3D models as four-sided polygons, for example, in polygon modelling and sculpting software. Printing a 3D model requires converting quad geometry to the triangle geometry used by the STL (stereolithography) file format.
CAD — Computer-Aided Design (CAD) software is used to create complete models, usually buildings structures and mechanical parts. CAD models are more precise than other types of models. CAD models also use NURBs to define curved edges. Polygon modelling and sculpture modelling software also are used to create 3D models for printing.
Polygon Modelling Software — Polygon modelling software creates models by connecting and combining polygon shapes at their edges. Polygon models rarely, if ever, use NURBs for curved edges. Instead, polygons are subdivided into new polygons to create the appearance of smooth round edges.
Sculpting Software — Sculpting programs can be used to create 3D models. They are polygon modelling software optimized to handle large numbers of polygons, for example, to create human shapes and round edges.
.STL — The STL (stereolithography) file format describes a 3D model as a set of triangles. STL files are converted to G-code which 3D printers use to print objects. Most 3D modelling software lets you save or export files in STL format. Otherwise, files are saved in OBJ (object) format and netfabb software is used to create the STL file from the OBJ format.
.OBJ — The OBJ file format is a common 3D model format used by modelling software. For 3D printing, OBJ files must be converted to STL file format and then G-code for printing.
G-code — a programming language used by machine tools, including 3D printers. A 3D model must be saved as an STL file format before it can be converted to G-code for printing.
Build Platform — in non-resin 3D printing, the flat level surface used as a base to create a three-dimensional object. Resin 3D printing uses a tank filled with resin instead of a build platform.
Build Volume — The maximum length, depth, and height a 3D printer can use to build an object. It is called Print Volume.
Extruder — A nozzle that takes thermoplastic wire or other material and deposits the material at a precise location with the print head.
FDM — Fused deposition modelling (FDM) is a process to use a fused material to deposit layer upon layer and create a three-dimensional object. FDM is trademarked. An alternative un-trademarked term is Fused Filament Fabrication (FFF).
Gantry — Larger non-desktop 3D printers use a steel frame made of connected beams to suspend the print head and other parts of the printer as objects are created.
NURB — Non-Rational Uniform Splines (NURBs) are a type of shape where the edges of the shape are splines (curves) controlled and adjusted by handles visible onscreen. You drag a handle to change the length and position of the curved spline edge.
ABS — Acrylonitrile butadiene styrene (ABS) is one type of thermoplastic used in 3D printing. It becomes soft and pliable when heated.
PLA — Polylactic acid (PLA) is a thermoplastic used in 3D printing as an alternative to ABS. Because it is made from sugars, PLA when heated can give off a sweet smell.
Slicing — The process of converting (slicing) a 3D model computer file into layers and then translate each layer into machine code used by the 3D printer to build the three-dimensional object.
Stereolithography — An additive 3D printing process building layer upon layer by curing a resin with a laser.
subD — A subdivision (subD) surface is used in polygon modelling software to provide rounded edges to otherwise square surfaces, for example, a cube with rounded edges. The subD surface allows a specified set of edges to be subdivided into additional polygons to provide the rounded edge.
Watertight — A 3D object model is watertight when the printer can tell the inside from the outside of the model. If you filled up the model with water, no water would drain out.
_____
Three-dimensional (3D) printer –A machine that takes instructions from a computer program on where to lay down successive layers of some raw material to create a three-dimensional object.
Three-dimensional (3D) printing–The creation of a three-dimensional object with a machine that follows instructions from a computer program. The computer tells the printer where to lay down successive layers of some raw material, which can be plastic, metals, food or even living cells. 3-D printing is also called additive manufacturing.
_____
Triangle and polygon:
A polygon is a closed geometric figure whose sides are simple line segments. Each corner of a polygon where two sides intersect is called a vertex of the polygon. For example, a triangle is a polygon with 3 sides. There are also three vertices, one at each point. This is the simplest polygon, because you can’t construct one with just 1 or 2 sides. A polygon may be identified by the number of sides. A polygon with 4 sides is called a quadrilateral. A polygon of 5 sides is called a pentagon. A polygon of 8 sides is called an octagon. A polygon of 10 sides is called a decagon. Triangles are polygons, but polygons aren’t necessarily triangles.
_____
Abbreviations and synonyms:
3DP = 3 dimensional printing
AM = additive manufacturing = 3DP
FDM = Fused Deposition Modelling = PJP = plastic jet printing = FFM = fused filament method = FFF = fused filament fabrication
SLA = Stereolithography
CAD = Computer-aided design
STL file = Stereolithography file or Standard Triangle Language file or Standard Tessellation Language file
AMF file = Additive Manufacturing Format file
3MF file = 3D Manufacturing Format file
SLS= Selective Laser Sintering
DLP = Digital Light Processing
CLIP = Continuous Liquid Interface Production;
SLM = Selective Laser Melting
EBM = Electron Beam Melting
ABS = acrylonitrile butadiene styrene
PLA = polylactic acid or polylactide
CT = computed tomography
MRI = magnetic resonance imaging
PDMS = Polydimethylsiloxane
PE = Polyethylene
PP = Polypropylene
PVC = Polyvinyl chloride
PS = Polystyrene
PET = Polyethylene terephthalate
PUR = Polyurethane
PVA = Polyvinyl alcohol
HDPE = High-density polyethylene
PETT = Polyethylene terephthalate
RP = Rapid Prototyping
IoT = internet of things
_____
_____
Introduction to 3D printing:
3D printing or additive manufacturing is a process of making a three-dimensional solid object of virtually any shape from a digital model. Successive layers of material are laid down in different shapes. Traditional machining techniques rely on the removal of material by methods such as cutting or drilling whereas 3D printing layers are added successively. Thus it uses a layering technique where an object is constructed layer by layer until the complete object is manufactured. In this way 3D printing moves us away from the mass production line to a one-off customizable production. You can literally make any object from a house to a bar of chocolate, so to say. The initial 3D printers were used in the 1980s where a pattern submerged in a liquid polymer would be traced by a computer. The traced pattern hardened into a layer, thanks to the laser, and that was how you built an object out of plastic. Since then tremendous progress has been made in additive manufacturing such that material extrusion is now used. By this method, an object is built out of matter that is pushed from a mechanical head like the way an inkjet printers extrudes ink onto paper. Interestingly, the cost of acquiring 3D printers has been decreasing with the advancement of technology. Domestic usage of 3D printers has been on the rise with the average cost ranging from a few hundreds of dollars going up. However, one major drawback is that it requires expertise to print 3D objects. In fact, it requires a competent person to make both the digital file and the final printing. Commercial usage of 3D printers has been on the increase too in sectors such as the automotive industry and aero-space engineering. Spare parts, for example, are being made in the automotive and aero-space industry leading to improved economies of scale. 3D printing is changing how the production line in industries works which made some analysts to dub the emergence of 3D printers as another Industrial revolution. 3D printing has also had a tremendous usage in the field of medicine; from the field of Bionics, to Prosthetics to Digital Dentistry. Inevitably, this is positively affecting and changing every aspect of medicine. Most of the work is still in its exploratory phase but pundits predict medicine of tomorrow is going to be revolutionized by the integration of 3D printing as a tool.
_
2D to 3D printing:
Can you imagine writing your essay with a quill and ink? How about using a typewriter that doesn’t have spell check? Today, you can use a word processor and simply print out your essay when it’s finished. Printers have become so commonplace that you’ll find them in many classrooms and homes. Today’s models are relatively inexpensive and can even print photograph-quality pictures in color. For years, they’ve been limited to two dimensions. All of that changed, though, when 3D printing was invented. With the regular printers, we print the image, text or other graphics on a piece of paper. The file required for printing these diagrams also gives us the imagery in 2-dimension. But for 3D printers, we need a 3-dimensional representation. For this purpose, we use CAD (Computer Aided Design) diagrams. These diagrams are produced in CAD tools. For example, software like AutoCAD 3D or Microsoft Visio or printer customized software could be helpful in making these diagrams. If one doesn’t know how to render these diagrams, a huge library of thousands of such 3D designs are available on the internet for free.
_
A 3D printer isn’t anything like a regular printer, however. Instead of printing a simple text document on a single piece of paper, 3D printers can “print” a real three-dimensional object! The technology behind 3D printing has actually been around for several years. Back in the mid-1980s, Chuck Hull invented a process known as solid imaging or stereolithography. Hull’s work set the stage for the amazing leaps this technology would take in subsequent years. The process of 3D printing starts with a design created with computer-aided design (CAD) or animation modelling software. The design could be for a scale model of a new engine part, a simple toy action figure, or even a prosthetic limb. Once you have your digital blueprint created, you can send it to a 3D printer. Unlike an inkjet printer that sprays ink onto a piece of paper, 3D printers use similar mechanical print heads to spray or squeeze raw material, including rubber, plastic, paper, metal, or other composite materials, onto a platform. 3D printing is an additive manufacturing process. That means that it creates a three-dimensional object in layers from the bottom up. For example, to build a simple plastic toy action figure, a 3D printer would heat thin filaments of plastic and squeeze it onto a platform layer after layer, slowly building the three-dimensional toy from the bottom up. To heat the materials they extrude, 3D printers often use lasers or similar devices. 3D printers can even create metal objects by heating metal dust with lasers. The amount of time it takes to “print” a three-dimensional object can vary from a few hours to several days, depending upon how complex it is. 3D printing has become extremely popular in manufacturing sectors, where new prototypes can be 3D printed in a fraction of the time — and at a fraction of the cost — of making traditional wood or metal prototypes. 3D printing technology has thus streamlined and economized the manufacturing process in many industries. The future appears bright for 3D printing technology. There are particularly-exciting possibilities for the medical field, where 3D printing may be used to create everything from hearing aids to prosthetic limbs. NASA has even begun testing 3D printers that could be used on space missions to allow astronauts to print things they need on demand!
_
Why is it called printing?
If you look closely (with a microscope) at a page of text from your home printer, you’ll see the letters don’t just stain the paper, they’re actually sitting slightly on top of the surface of the page. In theory, if you printed over that same page a few thousand times, eventually the ink would build up enough layers on top of each other to create a solid 3D model of each letter. That idea of building a physical form out of tiny layers is how the first 3D printers worked.
_
_
Digital Material Convergence:
We are witness to escalating movement towards the materialization of digital information that encompasses and crosses multiple areas, including recent innovations in ubiquitous and physical computing, open source hardware, and digital manufacturing, in concert with ongoing advances in social networking and online communities. In the spirit of other forms of media convergence, previously unseen combinations between digital and physical production are emerging that encourage unprecedented control over material and symbolic landscapes. Increasingly, groups possessing various levels of technical expertise are able to simultaneously make and share both things (“material”) and knowledge (“immaterial”) through newly conceived digitally mediated practices. As forecasted by Gershenfeld (2005), technologies such as computer numerically controlled (CNC) mills, laser cutters and engravers, as well as ‘3D printers’ that were once the exclusive domain of large industry are now migrating from the factory to the desktop. If we look at how readily other forms of digital development such as document publishing, digital photo manipulation and Web site creation moved from expert to lay populations, it can be expected that a similar move will occur with digitally designed and physically manufactured media as well. Indicative of the increasing porosity between the digital and the material, a revolution in desktop digital fabrication is at least partially underway.
___
Three-dimensional (3D) printing technology, also called additive manufacturing (AM), has recently come into the spotlight because of its potential high-impact implementation in applications ranging from personal tools to aerospace equipment. Other terms used as synonyms, hyponyms, and hypernyms to additive manufacturing include layered fabrication, desktop manufacturing, rapid manufacturing [a successor to rapid prototyping], and on-demand manufacturing (which echoes on-demand printing). Even though 3D printing technology has only recently emerged as a hot topic, its history can be traced back to 1983 when the first 3D printer was created by Charles W. Hull, co-founder of 3D Systems. Since then, new and wide-ranging applications and markets for 3D printers have appeared rapidly, especially with the expiration of a number of core 3D printing patents owned by Stratasys Inc. and 3D Systems Inc. Users can easily build or modify 3D printers by themselves or take advantage of the rapidly growing availability of inexpensive 3D printers. The recent availability of highly capable 3D design software and 3D design websites (e.g., Shapeway and Thingiverse) allows the sharing of user-created free 3D digital design files or models, leading to more access to 3D printers and additional proliferation of 3D printing technology. As 3D printing becomes more than just a simple production process, it has come to support a convergence of technologies and applications such as sports equipment, food packaging, and jewellery, as well as products in the high tech fields of aerospace, medicine, architecture, education, automotive industry, military support, and others. At the 2016 New York Fashion Week, two unique 3D printed dresses were unveiled. These masterpieces were produced through a collaboration between fashion designers and the 3D printing company, Stratasys. The complex designs (e.g., mixing a variety of interlocking weaves, biomimicking natural animal textures) and cutting-edge material (e.g., nano-enhanced elastomeric 3D printing material) gave the dresses durability and flexibility. The area of regenerative medicine has also achieved impressive applications within the 3D printing field. Dr. Anthony Atala’s team from the Wake Forest Institute for Regenerative Medicine has successfully used 3D printing technology to fabricate living organs and tissue (including muscle structures, and bone and ear tissue). These bioprinted body parts are capable of generating functional replacement tissue. NASA has also been implementing 3D printing techniques and 3D printers to develop materials that allow astronauts to repair or replace essential parts and build structures in space. NASA recently collaborated with researchers at Washington State University to fabricate a replica of a moon rock using raw lunar regolith simulant and 3D laser printing technology. The assembly of modular construction materials using giant 3D printers for use in the housing industry has gained significant interest, especially for poorer countries, during natural disasters, or sudden emergencies. Some 3D companies have succeeded in building houses or bridges with cement, sand, or concrete materials.
__
A Basic Definition of 3D Printing:
We all know what printing is so let’s begin with the 3D part of 3D printing. 3D is shorthand for three-dimensional. When you print a page on a printer, there are only two dimensions: the front of the page and the back of the page. Three-dimensional printing adds a third dimension, volume. 3D printing uses a printer to create three-dimensional objects, for example, a cup or Yoda doll or phone case.
3D printing has these qualities:
- Objects are created by adding or depositing layers of material, not subtracting or cutting out pieces from a block of material.
- Because objects are created by adding layers, the computer file with details about your model must be converted into slices the printer will create layer by layer.
- Printing a three-dimensional object can take hours or days to complete, depending on the complexity and size of the object.
- Cost is based on materials used, among other factors. In contrast, if you buy a piece of wood then cut out pieces to create your object you pay for the original piece of wood.
_
3D Printing is the process of making a physical object from a three-dimensional digital model, typically by laying down many thin layers of a material in succession. “3D printing” or “Additive Manufacturing” takes digital input in the form of Computer Aided Design (CAD) model and creates solid, three dimensional parts through an additive, layer by layer process. 3D printing refers to processes used to create a three-dimensional object in which layers of material are formed under computer control to create an object. The technology of printing physical 3D objects from digital data using vertical axis manufacturing process is called “additive manufacturing.” The amount of material, the rotation of the platform and the design of the object is administered in a computer controlled environment. Objects can be of almost any shape or geometry and are produced using digital model data from a 3D model or another electronic data source such as an Additive Manufacturing File (AMF) file. Additive Manufacturing File Format (AMF) is an open standard for describing objects for additive manufacturing processes such as 3D printing. The official ISO/ASTM 52915:2013 standard is an XML-based format designed to allow any computer-aided design software to describe the shape and composition of any 3D object to be fabricated on any 3D printer. Unlike its predecessor STL format, AMF has native support for color, materials, lattices, and constellations. This technology allows for complex shape, size and dimensions which are not easily or economically available using traditional manufacturing tooling methods. 3D printing services allows low cost production of highly specific, low volume products or mass markets quicker. Remove unwanted restrictions to your designs, produce prototypes as one unit or pre-built unit assembly to aid in mass manufacturing.
___
At a high level, a 3D printer takes material, usually plastic wrapped on a spool, heats the material, and then fuses the material layer by layer to build a three-dimensional object. The material is extruded, or pushed out and deposited. Precision is critical for 3D printers. The print head, pulleys, and extruder hardware must be aligned, as well as software dimensions translated to the correct real world dimensions used by the printer hardware. The Printrbot printer is a low end printer you can build yourself to understand how all the pieces of a 3D printer fit together and work. Most people, however, use a pre-built printer where they adjust the location of the print head and build platform, as well as test the extruder heads emit the material used to print. There are at least two kinds of additive 3D printing, resin and non-resin. Printing objects with resin uses laser technology to solidify layer by layer to create objects. It often is extremely costly and uses light and chemicals to cure the object. However, the results are more precise than non-resin printing. When people talk about 3D printing, they’re mostly talking about non-resin printing. Instead of resin, lasers, and chemicals; non-resin printing uses plastic, food, ceramics, or other material and adds layer upon layer to create an object.
_
The invention of 3D printing target 2 things: reduce time to get the first version of a product and emancipate many constraints that are not possible with traditional production methods. For example, with 3D printing, it is possible to print complex geometric shapes and interlocking parts that require no assembly. It is also possible to produce single objects, in small quantities, at low cost and fast delivery. This technology also helps in the reduction of production-related material loss. 3D Printing can produce different objects without creating specific tooling or even using several tools. This is how 3D Printing helps increasing flexibility in the production flow and helps reducing industrial expenses. Since there’s no need to build dedicated production line, it helps to save time: 3D Printing enables to innovate faster and mechanize faster. Since 3D Printing makes a replica of the 3D files one by one, so economies of scale can’t be realized when the same file is produced several time: this is clearly different from series manufacturing methods which aim for producing millions of units of the same objects. On the contrary, 3D Printing is the perfect method for on-demand and customization needs. Finally 3D Printing gives to everyone the power to manufacture objects only when they are needed or desired. It’s a fantastic process for the creative ones who wish to make something out of their imagination. 3D Printing enables in this way many people to produce and sell their creations by skipping traditional edition and distribution networks. 3D Printing is also useful to reproduce objects that are no longer on sale, for instance in order to repair an old bike for which spare parts are discontinued.
_
3D printing brings a revolutionary approach to manufacturing through two key advantages: Shorter lead time and design freedom:
Lead Time:
It’s a little hard to appreciate manufacturing before 3D printing. The way we have approached prototyping for the past three decades might even be considered a luxury when compared with prototyping prior to 3D printing. Today, 3D printing an early phase design and re-printing it overnight is feasible and affordable thanks to rapid prototyping or 3D printing platforms like PolyJet and Stereolithography. 3D printing a final product in just one to two days is feasible with multiple 3D printing technologies, such as Laser Sintering, Fused Deposition Modeling and Direct Metal Laser Sintering. However, prior to these quick-turn prototyping and production manufacturing processes, bringing an idea into physicality was an involved and costly process and there often wasn’t room or time to re-prototype frequently or make multiple design adjustments.
Design Freedom:
Traditionally, designers and engineers have relied heavily on the manufacturing process to dictate the end design. Involved conventional manufacturing processes like CNC machining have inherent strict limitations on assembly rules, manufacturability and overall feasibility. Stepping outside of design practices for these conventional manufacturing processes directly results in increased cost and labor. However, sticking to the design rules of the past inevitably results in stunted innovation growth. Additive manufacturing, or 3D printing, has opened doors previously unimaginable to designers and engineers because it doesn’t rely on the same design and manufacturing constraints as conventional manufacturing. Through 3D printing, free-flowing, organic and intricate designs are seamlessly executed while maintaining strength in ways impossible via any other manufacturing process. An excellent case example of the design freedom of 3D printing comes straight from NASA. NASA’s Marshall Space Flight Center was able to transform a part that previously contained 150+ parts and, through 3D printing, consolidated the whole design into one continuous unit! Design freedom in 3D printing is considered “zero-cost” because of the layering process. Design features are seamlessly integrated within each cross-section as the part builds, eliminating the need for tooling, labor intensive assembly, and reducing time and part count to result in significant cost savings.
_
What can you do with 3D printing?
The possibilities of 3D printers are endless, and they’re now becoming a commonplace tool in fields like engineering, product design, manufacturing and architecture. Here are some typical uses:
- Custom models
Create customized products that are completely tailored to your needs in terms of size and shape. Make something that wouldn’t be possible with any other kind of technology.
- Fast prototyping
3D printing makes it possible to quickly create a model or prototype, helping engineers, designers and companies to get iterative feedback on their designs in a short time.
- Complex geometry
Models that are difficult to even imagine can be created in a 3D printer with ease. These models are great at educating others about complex geometry in an interesting and useful way.
__
3D printing is transforming technology in several ways.
- First, 3D printing technology is increasingly allowing localized production of industrial and commercial goods.
- Second, it allows for intricately customized prints from specialized organs to custom houses.
- Third, it allows for rapid prototyping of nanotechnology thus opening opportunities for significant technological advances.
- Lastly, it allows for computer-based goal-directed design allowing for unlimited geometric and material complexity.
__
Applications of 3D printing can be broadly categorized into four categories.
- First, manufacturing applications include rapid prototyping, mass customization of products, rapid manufacturing etc.
- Industrial applications include manufacture of industrial parts from aerospace to automotives to construction to firearms.
- Tissue fabrication, implants, prosthetic limb manufacture, and pill manufacture mostly make up medical applications.
- Socio-cultural applications include artwork, fashion, preservation of cultural heritage etc.
______
______
The 3D Printing Process:
_
Printing a three-dimensional model is more complicated than opening up Microsoft Word and printing to your 2D printer. At a high level, to create a 3D model you follow these steps:
- Find a model or create a model with Blendr, SketchUp, or OpenSCAD software.
- Prepare your model for printing, for example, ensuring the model is watertight with no gaps.
- Create an STL file which converts your model into code the 3D printer understands, using Netfabb, Meshlab, or similar software.
- Print your 3D model, adjusting the printer as needed. 3D Printing uses software that slices the 3D model into layers (0.1mm thick or less in most cases). Each layer is then traced onto the build plate by the printer, once the pattern is completed, the build plate is lowered and the next layer is added on top of the previous one.
You might do some or all of these steps, depending on whether or not you have a 3D printer or use a printing service. There’s also lots of help if you use a printing service or find help online.
_
_
With 3D printing, an object can be made by using the following methods:
- Extruding,
- Sintering, or
- Curing.
Extruding involves using continuous filament of a thermoplastic material as the feedstock. Sintering is an additive manufacturing procedure that uses a laser as a power source. Curing uses a liquid resin as the feed material and the object is built layer-by-layer and cured; this process takes place slowly.
_
Materials used in 3D Printing:
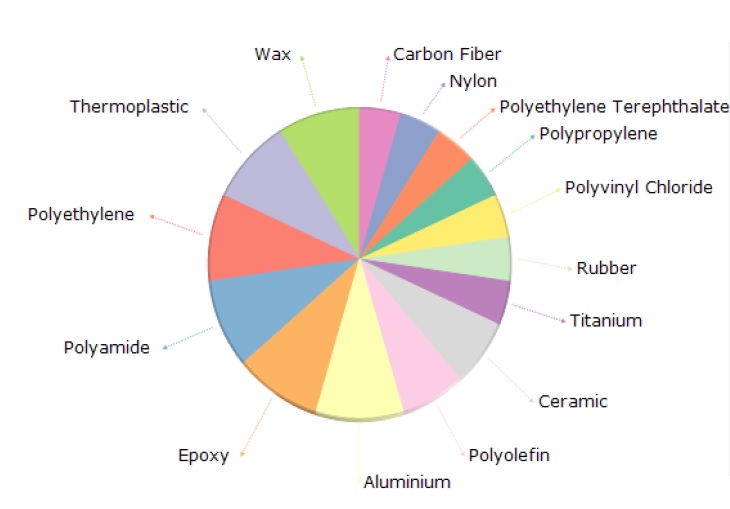
Many different materials can be used for 3D printing, such as ABS/PLA plastic, polyamide (nylon), glass filled polyamide, silver, titanium, steel, wax, photopolymers (UV resins) and polycarbonate. Resin 3D printers use custom formulated plastic resin poured into a tank. The resin is light sensitive and hardens when laser light heats a spot within the resin. Non-resin 3D printers use mostly ABS and/or PLA plastic which becomes pliable when heated then solid. And newer printers can print ceramics or with food materials
_
Overview of the type of material the technologies work with and how the parts are built out of this material:
- Polymerization means that parts are built through a UV-light activated polymerization of a chemically reactive liquid material.
- Bonding agent means that powder material is glued together through a liquid bonding agent.
- Melting means that material is melted together.
_
Contrary to popular belief, there isn’t a one-size-fits-all approach to 3D printing. Depending on the part characteristics required, additive manufacturing technologies are either used to directly produce the parts or in indirect processes in combination with traditional manufacturing techniques. Depending on the requirements, these technologies are either used alone or can be combined with other manufacturing techniques:
- Direct processes:
–One stage process: The part is directly produced with the additive manufacturing machine. There are post-processes applied in order to improve tolerances or surface finish.
–Multi-stage process: A “green” part is produced with the additive manufacturing technology which is then going into further processes. For instance, binder jetting is used to produce green metal parts (where metal powder is glued together) which are then going into a sinter process and are infiltrated afterwards.
- Indirect processes:
Additive manufacturing can be combined with traditional manufacturing. For instance, master patterns are made with 3D printing technologies which are then used for investment casting of final parts.
_
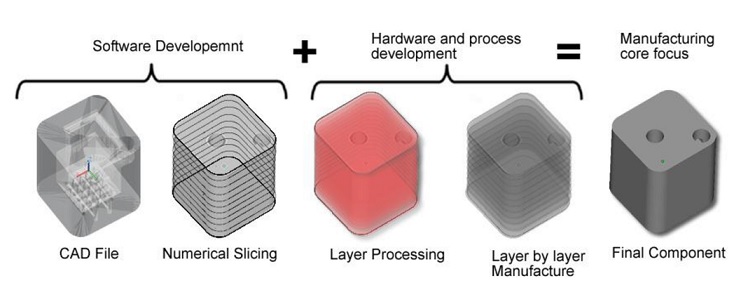
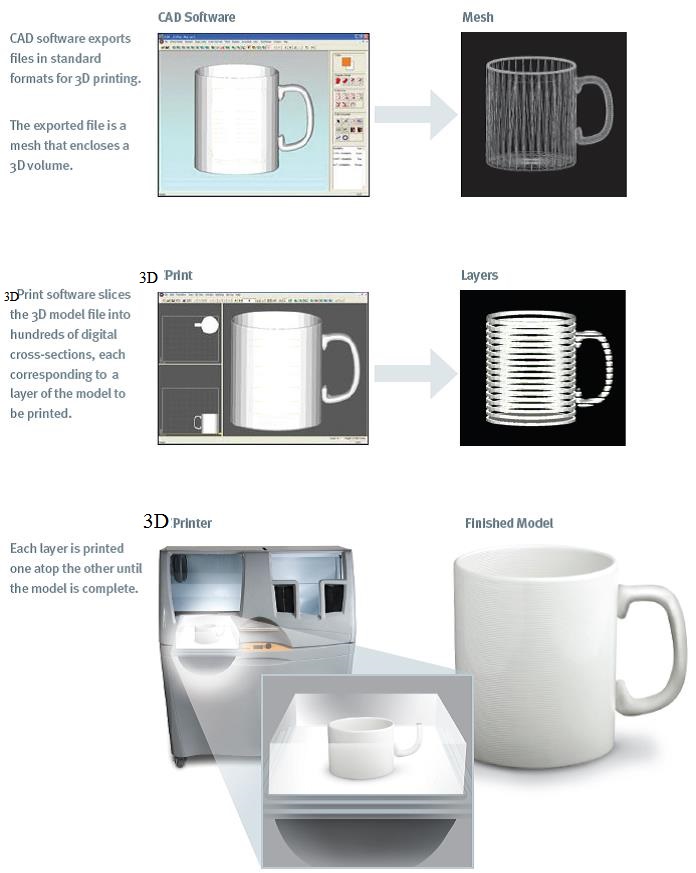
Process chain:
3D printing starts with a digital file derived from computer aided design (CAD) software. Once a design is completed, it must then be exported as a standard tessellation language (STL) file, meaning the file is translated into triangulated surfaces and vertices. The STL file then has to be sliced into hundreds – sometimes thousands – of 2-D layers. A 3D printer then reads the 2-D layers as building blocks which it layers one atop the other, thus forming a three dimensional object. All design files, regardless of the 3D printing technology, are sliced into layers before printing. Layer thickness – the size of each individual layer of the sliced design – is determined partly by technology, partly by material, and partly by desired resolution and your project timeline; thicker layers equates to faster builds, thinner layers equate to finer resolution, less visible layer lines and therefore less intensive post-processing work. After a part is sliced, it is oriented for build.
Orientation:
Orientation refers to how and which direction a part is placed on the 3D printing build platform. For example, a part may be oriented at an angle, or lying flat/ standing vertical. Similar to CNC machining, orientation factors into the outcome of surfaces and details on a 3D printed part. Because 3D printing builds one 2-D layer at a time, the individual lines appear as ribbed surfaces on parts. Downward facing surfaces usually reveal more layer lines. Certain build orientations are better for curved or square features while delicate features require special consideration. Technologies with higher instances of warp (or material deformation) must account for large flat surfaces during build orientation. It is critical to consider these factors because how a part is oriented determines where supports are added – or needed – within the build. Supports are a huge factor for 3D printing, and can affect material finish and accuracy of a 3D printed part.
Supports:
Most 3D printing processes require support structures to act as “scaffolding” for features that can’t be built above open air, such as overhangs, undercuts, holes, cavities, etc. Where supports are required largely depends on the material, build process (3D print technology) and build resolution (layer thickness), among other factors. Support structures are usually made using the same or similar material as the final build and are removed after the model cures.
_
_
No matter which approach a 3-D printer uses, the overall printing process is generally the same. In their book “Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing,” Ian Gibson, David W. Rosen and Brent Stucker list the following eight steps in the generic AM process:
- Step 1: CAD — Produce a 3-D model using computer-aided design (CAD) software. The software may provide some hint as to the structural integrity you can expect in the finished product, too, using scientific data about certain materials to create virtual simulations of how the object will behave under certain conditions.
- Step 2: Conversion to STL — Convert the CAD drawing to the STL format. STL, which is an acronym for standard tessellation language, is a file format developed for 3D Systems in 1987 for use by its stereolithography apparatus (SLA) machines. Most 3-D printers can use STL files in addition to some proprietary file types such as ZPR by Z Corporation and ObjDF by Objet Geometries.
- Step 3: Transfer to AM Machine and STL File Manipulation — A user copies the STL file to the computer that controls the 3-D printer. There, the user can designate the size and orientation for printing. This is similar to the way you would set up a 2-D printout to print 2-sided or in landscape versus portrait orientation.
- Step 4: Machine Setup — Each machine has its own requirements for how to prepare for a new print job. This includes refilling the polymers, binders and other consumables the printer will use. It also covers adding a tray to serve as a foundation or adding the material to build temporary water-soluble supports.
- Step 5: Build — Let the machine do its thing; the build process is mostly automatic. Each layer is usually about 0.1 mm thick, though it can be much thinner or thicker. Depending on the object’s size, the machine and the materials used, this process could take hours or even days to complete. Be sure to check on the machine periodically to make sure there are no errors.
- Step 6: Removal — Remove the printed object (or multiple objects in some cases) from the machine. Be sure to take any safety precautions to avoid injury such as wearing gloves to protect yourself from hot surfaces or toxic chemicals.
- Step 7: Post-processing — Many 3-D printers will require some amount of post-processing for the printed object. This could include brushing off any remaining powder or bathing the printed object to remove water-soluble supports. The new print may be weak during this step since some materials require time to cure, so caution might be necessary to ensure that it doesn’t break or fall apart.
- Step 8: Application — Make use of the newly printed object or objects.
_
The digital model is typically created in either CAD (computer aided design) which is generally used when mechanical parts and precision are needed or a polygon modeler which are typically used for animation and game assets. Examples of CAD programs are AutoCAD, SolidWorks and 123D Design. Some popular polygon modelers are Maya, 3ds Max and Blender. The model can even be created by scanning a real object, but regardless of how it’s done; the model is eventually exported as an STL (standard tessellation language) file which simply describes the surface geometry of the model in triangles. The STL should always be processed through a mesh repair program such as netfabb since during construction it is very easy to create a mesh that won’t print properly due to defects in the mesh. Once repaired, the STL file has to be ‘sliced’ into the layers that will be drawn by the printer, one at a time, layer-by-layer on top of each other until the object is completed. The STL is brought into a slicing program where you specify how thick each layer should be (resolution, typically in microns), what type of material is to be used, how solid the finished piece should be (solid, hollow, or in-between), how fast it should print and whether support material is to be used. This all varies based on type and brand of the printer and what software is being used. Really big or complicated models can take a long time to slice, particularly on home printers. The slices are turned into g-code; a machine language used for manufacturing on both CNC machines and 3D printers and describes the tool path for printing.
_______
Now I will go into details of 3D printing process:
_
General Principles:
- Modelling: It takes virtual blueprints from modelling software and “slices” them into digital cross-sections for the machine to successively use as a guideline for printing.
- Printing: To perform a print, the machine reads the design from an .stl file and lays down successive layers of liquid, powder, paper or sheet material to build the model from a series of cross section.
- Finishing
_
3D model:
It all starts with making a virtual design of the object you want to create. A 3D model is the virtual design that a 3D printer needs to print an object. In 3D computer graphics, 3D modelling (or three-dimensional modelling) is the process of developing a mathematical representation of any three-dimensional surface of an object (either inanimate or living) via specialized software. The product is called a 3D model. Creating three-dimensional models using computer software can be referred to using many terms, but they all generally interchangeable: 3D modelling, 3D drawing, 3D design, 3D computer aided design (3D CAD). You can get your very own 3D file by downloading it, 3D scanning an object, by a plain digital camera and photogrammetry software, hiring a 3D designer, or designing it with 3D modelling software. 3D printed models created with CAD result in reduced errors and can be corrected before printing, allowing verification in the design of the object before it is printed. When you have a 3D model, the next step is to prepare it in order to make it 3D printable.
_
Computer-Aided Design (CAD) Software:
Producing a digital model is the first step in the additive manufacturing process. The most common method for producing a digital model is computer aided design (CAD). There are a large range of free and professional CAD programs that are compatible with additive manufacture. Commercial software such as CAD software AutoCAD and Pro Engineer, software packages Rhino, Maya, and SolidWorks are all pretty good for designing 3D models. If you’re a beginner in 3D design you can try some of 3D modelling software which can be downloaded for free; for example Google SketchUp, 3Dtin, Blender, OpenSCAD and Tinkercad. When designing a part to be 3D printed the following points need to be kept in mind:
- The part needs to be a solid, that is, not just a surface; it needs to have a real volume.
- Creating very small, or delicate features may not be printed properly, this depends greatly on the type of 3D printer that is going to be used.
- Parts with overhanging features will need supports to be printed properly. This should be taken into account since after the model needs to be cleaned by removing the supports. This may not be an issue unless the part is very delicate, since it might break.
- Be sure to calibrate the 3D printer before using it, it is essential to ensure that the part sticks properly to the build plate. If it does not, at some point the part may come loose and ruin the entire print job.
- Some thought should be given to the orientation of the part, since some printers are more precise on the X and Y axes, then the Z axis.
_
3D Scanners:
3D scanning is a process of collecting digital data on the shape and appearance of a real object, creating a digital model based on it. All the digital fabrication, CNC machine tools and CAD software programmes are ways to turn bits into atoms. But how about the reverse: turning atoms into bits? It’s hard to draw 3D objects from scratch on a screen unless you are proficient in AutoCAD or Solidworks; much easier is to just start with something similar that already exists, and then modify it. This process is called ‘reality capture’. The idea is that you can take any object and scan it, creating a ‘point cloud’ of dots that define its surface. Then other software turns that cloud of points into a mesh of polygons, just like the ‘wireframes’ that make up the characters in computer-animated films, which can be manipulated and modified on screen. You can buy a commercial 3D scanner that can do this with lasers that trace over an object and cameras that capture the positions of points on its surface, but there are cheaper ways, too. Autodesk offers a free online service called 123D Catch that allows you to upload regular photographs of an object (taken from all angles), and cloud-based software will turn it into a 3D object that you can then modify and print on a 3D printer.
_
Some 3D printers have a built-in scanner and computer, making it a creative powerhouse. You can use the scanner to scan any item and then slice and modify the resulting image with the built-in computer – this printer lets you make a 3D copy without touching your computer or other hardware.
_
3D Printing Pen:
3D Printing pens are recent developments in modelling as a result of advancements in 3D designing technology. The best 3D drawing pen enables users to make drawings in three dimensions which give clear and concise designs, and representations of initial abstract ideas possessed only by the user. The pen has a plastic component that’s heated to a liquid which is used to make drawings as it’s expelled from the nozzle of the pen. They have low power requirements, and their size and weight enable working with a single hand. To those who are passionate about 3D modelling and drawing, these pens offer endless possibilities of making their ideas real. Considering this is a new technology, still in its infancy, very few individuals and organizations understand it let alone use it.
_
Girl uses a 3D pen to model an item
_
Parametric vs. Explicit Modelling:
If you are weighing these options you are already an advanced user, nevertheless it may be good to know that there are two distinct methods for ‘defining’ 3D geometry. The parametric approach is typically used by engineers and architects because the file contains more specific dimensions, relationships, and can include a design history. The explicit approach is typically used by artists and industrial designers because it can be more flexible. Explicit modelling allows changes to be made on the fly and small changes are not necessarily related to any other defined point of the geometry.
________
3D Printing geometry restrictions:
The size and geometric restrictions must be considered when determining whether a model is suitable for 3D printing. These type of considerations apply to a wide range of industries who use CAD in design and are intending to get a design 3D printed from basic component modelling to complex architectural models.
_
Physical size:
The table below identifies the build volume of a range of different printing technologies. It is important to note that as build volume increases more industrial printing technologies are typically used, increasing the overall price of the print.
Build volumes for a range of 3D printing technologies:
| Technology | Maximum build volume |
| Desktop FDM (Ultimaker 2+) | 220 mm x 223 mm x 205 mm |
| SLA (Form 2) | 145 mm x 145 mm x 175 mm |
| SLS (EOS P 396 printer) | 340 mm x 340 mm x 600 mm |
| Industrial FDM (Fortus 900mc) | 914 mm x 610 mm x 914 mm |
_
Element thickness:
Often architects or game designers will produce elements within a design that have an infinitesimal thickness (hair, capes, sails etc.). These features are impossible to 3D print unless they meet a minimum printable feature size. These requirements vary by printing technology (the smallest possible feature size being 0.3mm printed with SLA technology). All elements within a model must comply to these feature restrictions to be able to print successfully.
_
Water-tightness:
Any models that are intended to be used for 3D printing should be completely manifold (water-tight). Every edge on your model should have exactly 2 polygons attached to it and include no holes. Models that are not manifold (watertight) might get misinterpreted by the software that generates the instructions for the 3D printer (slicer software). This might results in the object having inconsistent layers, holes or cause the model to be unprintable. Water-tightness is often linked to the thickness of elements in a model with very thin features usually causing a problem. Non-manifold issues are often not visible at the modelling stage. The simplest method of checking whether a model is water-tight is to upload the model to an analyser program like Netfabb or Meshmixer. These programs detect model features that will cause issues at the 3D printing stage and offer repair options (often without impacting the overall aesthetics of the model).
_
Curved surfaces:
Most CAD modelling programs such as Solidworks and Fusion360 use non-uniform rational basis spline (NURBS) to display surfaces of a model. When exporting your file to .STL for 3D printing it is important that an adequate number of polygons are used to represent a surface to ensure it will print with a smooth appearance. If not, the edges connecting individual polygons (essentially flat planes) will be visible in the final 3D print. When printing in high-detail 3D printing technologies such as SLA, DLP and PolyJet these polygons are often visible. This effect is more prominent with large scaled models (greater than 300 mm^3) where the polygon effect becomes more visible on curved surfaces. The majority of modelling programs export solid models with an adequate number of polygons resulting in the 3D print that is perfect acceptable for most applications. If a higher polygon count is required to improve 3D print surface finish, analyser programs like Netfabb or Meshmixer allow this parameter to be varied.
__
Printing hollow part:
When 3D printing you must consider the structural integrity of the part otherwise it may collapse while being built. So build internal supports that will be used to build upon, adjust the internal dimensions so that there would be a more supportive structure on the interior allowing it to remain hollow and keep the external features of a hollow part to a more buildable position and hope for the best!
_
With all that being said, there is always a general rule of thumb with 3D printing: If you succeed on the first attempt it was either an easy structure or you got lucky. The most important part of any print is the first few layers. If you build a good solid base for your 3D print then it will at least have a chance. If something goes wrong in the first few minutes it’s not going to get better. Cancel the print before you waste more time.
________
File Types used in 3D Printing:
When designing 3D models and 3D printing, you’re likely to encounter a variety of file types. Some file types are related to the design software, some are associated with 3D scanners, and other file types are proprietary to certain brands of printers. With so many different files, keeping track of what files are used for what processes can be confusing. While there are many different file types that can be used in 3D printing and modelling, here’s a list of some common file extensions you’ll see in 3D printing:
OBJ: OBJ is an open file format that represents 3D geometry. It is a common file used in 3D printing because many design software exports to OBJ and most printers accept OBJ as a printable file.
STL: STL files are a standard file type that interfaces between Computer Aided Design (CAD) software and 3D printers. Most CAD software exports to an STL file and most 3D printers accept STL files. .STL format was created to support Chuck Hull’s original printer. It supports a layering process for one extruder. As printers developed, other formats, both open-source and proprietary, were developed.
VRML: VRML (or WRL) files are commonly used when a 3D model has color and you want to transfer that color to the print.
X3G : X3G is the file type that interfaces with the MakerBot 3D printer. MakerWare and ReplicatorG will output an X3G file.
PLY: PLY files are normally scanner- generated models and will have to be imported into some type of design software before sending to a 3D printer to print.
FBX: FBX is a file format owned by Autodesk. It is used to efficiently exchange data between Autodesk programs including 3ds Max, Autodesk and Maya.
3MF: 3D manufacturing format – In 2015, the 3D Manufacturing Format (.3MF) was announced. Developed and supported by the 3MF Consortium, the aim is to standardize 3D print files.
_
STL file:
STL (Stereolithography) is a file format native to the stereolithography CAD software created by 3D Systems. STL has several after-the-fact backronyms such as “Standard Triangle Language” and “Standard Tessellation Language”. This file format is supported by many other software packages; it is widely used for rapid prototyping, 3D printing and computer-aided manufacturing. STL files describe only the surface geometry of a three-dimensional object without any representation of color, texture or other common CAD model attributes. The STL format specifies both ASCII and binary representations. Binary files are more common, since they are more compact. STL file contains data describing the layout of a three-dimensional object. These files are usually generated by a computer-aided design (CAD) program. “.STL” is the file extension of the STL file format. The STL file format is the most commonly used file format for 3D printing. When used in conjunction with a 3D slicer, it allows a computer to communicate with 3D printer hardware.
_
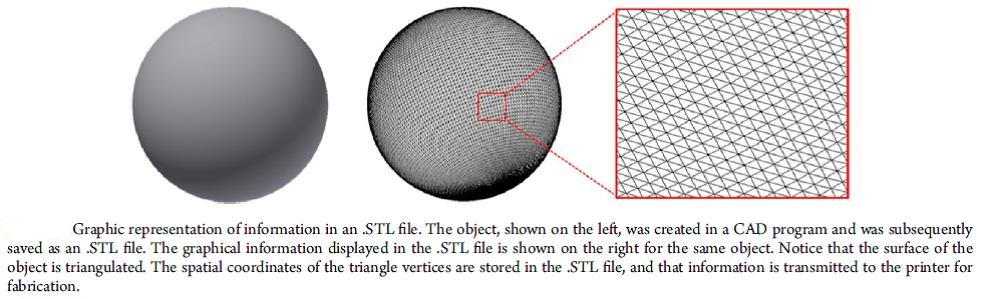
In simple terms, the STL file format uses a series of linked triangles to recreate the surface geometry of a solid model. For a basic model, its surfaces can be represented using a few triangles. For higher resolution models, more triangles are required to replicate the surface of the model. The more triangles that make up a model, the bigger the file size and the more detailed the object. The STL file format can define complex shapes (mathematically speaking, polyhedrons with any polygonal facets). In practice, it is mostly used to describe the layout of triangles in a virtual space. Diving a bit deeper, each triangle facet is described by a perpendicular direction and three points which represent the corners of the triangle. An STL file provides a complete listing of the x, y and z coordinates of these corners and perpendiculars. The STL file format made it possible to transfer three-dimensional CAD models to 3D Systems’ very first commercial 3D printers, the StereoLithography Apparatus. Since this initial release, the technical specifications of the STL file format have remained virtually unchanged.
_
Is every STL file 3D printable?
No.
Only a 3D design that’s specifically made for 3D printing is 3D printable. The STL file is just the container for the data, not a guarantee that something is printable. 3D models suitable for 3D printing need to have a minimum wall thickness and a “watertight” surface geometry to be 3D printable. Even if it’s visible on a computer screen, it’s impossible to print something with a wall thickness of zero. There’s also the consideration of overhanging elements on the model. When downloading an STL file that you haven’t created yourself, it’s worth taking the time to verify that it is indeed 3D printable. This will save you a lot of time and frustration (and wasted filament).
_
While .STL reigns king, the .AMF (Additive Manufacturing Format) and .3MF (3D Manufacturing Format) file formats are jockeying for position.
_
3MF file:
3D Manufacturing Format or 3MF is a file format developed and published by the 3MF Consortium. 3MF is an XML-based data format designed for using additive manufacturing, including information about materials, colors, and other information that cannot be represented in the STL format. As of today, CAD software related companies such as Autodesk, Dassault Systems and Netfabb are part of the 3MF Consortium. Other firms in the 3MF Consortium are Microsoft (for Operating system support), SLM and HP, whilst Shapeways are also included to give insight from a 3D Printing background. Other key players in the 3D printing and additive manufacturing business, such as Materialise, 3D Systems, Siemens PLM Software and Stratasys have recently joined the consortium.
__
AMF(Additive Manufacturing Format) file:
In 2009, the American Society for Testing and Materials tasked ASTM Committee F42 on Additive Manufacturing Technologies to address the need for a replacement to the .STL file. At the time it was dubbed “STL 2.0” and a design subcommittee led the development effort. Their goal was to create a file format analogous to a .PDF file for documents, containing as much information possible to describe an object in the same way. This would provide more data prior to conversion into a format for fabrication and would also allow developers to create OEM software that could pick and choose whatever information was necessary for their 3D printing hardware to operate. The subcommittee developed the .AMF format for technology independence, simplicity, scalability, performance, and both future and backward compatibility. Its first iteration was developed in 2011 and subsequently approved in 2013 in conjunction with the International Standards Organization (ISO). AMF is an XML-based open format that provides complete information through a hierarchy of five main elements: object, material, texture, constellation, and metadata. This provides the basis for information on a model’s shape, composition, color, materials, and geometry. It also introduces the concept of print constellations, allowing information on multiple objects to be positioned and arranged together. This would result in increased packing efficiency or for use with large arrays of identical objects that would be 3D printed on a single build tray. Among .AMF’s additional characteristics: XML-based for easy reading, writing, and processing with as much information as possible to describe an object, its materials, and other manufacturing features. While starting off slow, acclimation to .AMF has grown since its introduction. CAD vendors originally took a “wait and see” approach to the matter, preferring to integrate .AMF according to customer demand. Development has been ongoing since and eventually gained a foothold with larger application such as SOLIDWORKS and Autodesk’s suite of products. Stratasys also signalled its cooperation, foreseeing the potential benefits in .AMF and continue to support it today. 3D printing service providers such as Shapeways and Materialise added .AMF to their lineup of accepted formats while also contributing resources to its development. Due to the myriad of interdependent technology requirements these companies require, .AMF was ready to work with 3D printers on the market today. In addition, conversion and creation tools have been developed to help users migrate older .STL files to .AMF.
| Comparison of STL & AMF – 10cm Sphere (Solid Edge) | ||
| STL Format
(Binary) |
AMF Format
(Curved Triangles) |
|
| PRECISION | 10 micron | 10 micron |
| NO. OF MESH TRIANGLES | 49,500 | 320 |
| FILE SIZE | 2400k | 10k |
______
Printing:
Before printing a 3D model from an STL file, it must first be examined for errors. Most CAD applications produce errors in output STL files: holes, faces normals, self-intersections, noise shells or manifold errors. A step in the STL generation known as “repair” fixes such problems in the original model. Generally STLs that have been produced from a model obtained through 3D scanning often have more of these errors. This is due to how 3D scanning works-as it is often by point to point acquisition, reconstruction will include errors in most cases. Once completed, the STL file needs to be processed by a piece of software called a “slicer,” which converts the model into a series of thin layers and produces a G-code file containing instructions tailored to a specific type of 3D printer. This G-code file can then be printed with 3D printing client software (which loads the G-code, and uses it to instruct the 3D printer during the 3D printing process).
_
G-code:
Lots of 1s and 0s are involved, meaning lots and lots of computer code. Once a 3D model is designed or simply downloaded, the file (these usually have extensions such as 3MF, STL, OBJ, PLY, etc.) must be converted into something called G-code. G-code is a numerical control computer language used mainly for computer aided manufacturing (both subtractive and additive manufacturing). It is a language which tells a machine how to move. Without G-code there would be no way for the computer to communicate where to deposit, cure or sinter a material during the fabrication process. Programs such as Slic3r are required in order to convert 3D model files into G-code. Once the G-code is created it can be sent to the 3D printer, providing a blueprint as to what its next several thousand moves will consist of. These steps all add up to the complete fabrication of a physical object. There are other computer languages out there and perhaps many will eventually gain popularity, but for now G-code is by far the most important. G-code is a numerical control (NC) programming language. It is used in computer-aided manufacturing (CAM) to control automated machine tools (including CNC machines and 3D printers). The slicer program also allows the designer to customise the build parameters including support, layer height, and part orientation. Very simply, G-code tells computerized machine tools – like laser systems – what to do and how to do it. For example, how fast to move, what path to take, etc. Most of the 3D Printer software are written in Python, Java or C++.
M-code:
M-code is for miscellaneous function; it can control auxiliary functions such as coolant but can also perform machine specific functions.
_
Printer resolution:
Printer resolution describes layer thickness and X-Y resolution in dots per inch (dpi) or micrometers (µm). Typical layer thickness is around 100 µm (250 DPI), although some machines can print layers as thin as 16 µm (1,600 DPI).
_
3D printing machines often comprise of many small and intricate parts so correct maintenance and calibration is critical to produce accurate prints. The raw materials used in additive manufacturing often have a limited shelf life and require careful handling. While some processes offer the ability to recycle excess build material, repeated reuse can result in a reduction in material properties if not replaced regularly. Most additive manufacturing machines do not need to be monitored after the print has begun. The machine will follow an automated process and issues generally only arise when the machine runs out of material or there is an error in the software. Construction of a model with contemporary methods can take anywhere from several hours to several days, depending on the method used and the size and complexity of the model. Additive systems can typically reduce this time to a few hours, although it varies widely depending on the type of machine used and the size and number of models being produced simultaneously. Traditional techniques like injection moulding can be less expensive for manufacturing polymer products in high quantities, but additive manufacturing can be faster, more flexible and less expensive when producing relatively small quantities of parts. 3D printers give designers and concept development teams the ability to produce parts and concept models using a desktop size printer. Seemingly paradoxical, more complex objects can be cheaper for 3D printing production than less complex objects.
_
Removal of prints:
For some additive manufacturing technologies removal of the print is as simple as separating the printed part from the build platform. For other more industrial 3D printing methods the removal of a print is a highly technical process involving precise extraction of the print while it is still encased in the build material or attached to the build plate. These methods require complicated removal procedures and highly skilled machine operators along with safety equipment and controlled environments.
_
Post processing and Finishing:
3-D printers eliminate the need for further machining or subtracting processes such as cutting and grinding; the final product is built in three dimensions without waste. Though the printer-produced resolution is sufficient for many applications, printing a slightly oversized version of the desired object in standard resolution and then removing material with a higher-resolution subtractive process can achieve greater precision. Some printable polymers such as ABS, allow the surface finish to be smoothed and improved using chemical vapor processes based on acetone or similar solvents. Some additive manufacturing techniques are capable of using multiple materials in the course of constructing parts. These techniques are able to print in multiple colors and color combinations simultaneously, and would not necessarily require painting. Some printing techniques require internal supports to be built for overhanging features during construction. These supports must be mechanically removed or dissolved upon completion of the print. All of the commercialized metal 3D printers involve cutting the metal component off the metal substrate after deposition. A new process for the GMAW 3D printing allows for substrate surface modifications to remove aluminum or steel. Post processing procedures again vary by printer technology. SLA requires a component to cure under UV before handling, metal parts often need to be stress relieved in an oven while FDM parts can be handled right away. For technologies that utilize support, this is also removed at the post processing stage. Most 3D printing materials are able to be sanded and other post processing techniques including tumbling, high pressure air cleaning, polishing and colouring are implemented to prepare a print for end use.
____
X, Y and Z axis:
3D Printers use a laser or extruder (the material output part of the printer), that move along an X, Y and Z axis to build an object in three dimensions, wherein successive layers of material are laid down in different shapes. 3D printers use a variety of very different types of additive manufacturing technologies, but they all share one core thing in common: they create a three dimensional object by building it layer by successive layer, until the entire object is complete. It’s much like printing in two dimensions on a sheet of paper, but with an added third dimension: UP. The Z-axis. Each of these printed layers is a thinly-sliced, horizontal cross-section of the eventual object. Imagine a multi-layer cake, with the baker laying down each layer one at a time until the entire cake is formed. 3D printing is somewhat similar, but just a bit more precise than 3D baking. In the 2D world, a sheet of printed paper output from a printer was “designed” on the computer in a program such as Microsoft Word. The file – the Word document which contains the instructions that tell the printer what to do. In the 3D world, a 3D printer also needs to have instructions for what to print. It needs a file as well. The file, a Computer Aided Design (CAD) file is created with the use of a 3D modelling program, either from scratch or beginning with a 3D model created by a 3D scanner. Either way, the program creates a file that is sent to the 3D printer. Along the way, software slices the design into hundreds, or more likely thousands, of horizontal layers. These layers will be printed one atop the other until the 3D object is done.
_
Figure of uController of 3D printer:
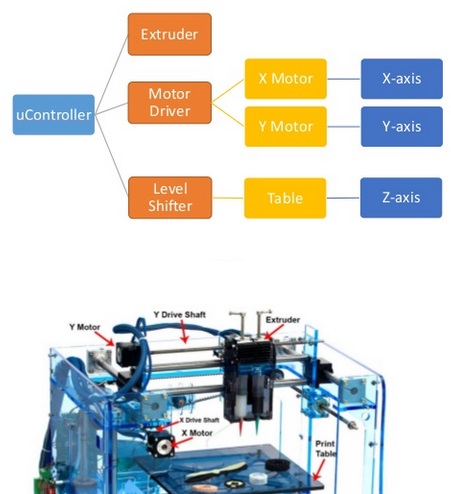
The picture shows the structure of a typical 3D printer. The print table is the platform where the object for printing has been situated. It provides the basic support for manufacturing objects layer by layer. The extruder is the most important part of a 3D-Printer. As the extruders in the normal paper printers, this extruder is also used to pour ink for printing. The movement of extruder in various dimensions create the 3D print. For printing a 3d object, the extruder has to access X, Y and Z coordinates. For achieving this, many techniques are used according to the printer specification required for various applications. If the 3D-Printer is a desktop printer, the Z axis movement of the extruder can be avoided and that function can be transferred to the print table. This will avoid complexity in 3D printing as well as time consumption. When the STL file is input to the printer, the microcontroller extracts each layer from it and also extracts each line segment from each layer. Then it gives controls to the movement of the extruder at required rate. The X-direction movement of extruder is made possible by the X-motor. When the X motor rotates, the shaft also rotates and the extruder moves in X direction. The Y-direction movement of extruder is made possible by the Y-motor. When the Y motor rotates, the shaft also rotates and the extruder moves in Y direction. The Z direction movement is made by the print table. In the case of desktop printers, the printing ink is usually plastic wire that has been melted by the extruder at the time of printing. While printing, the plastic wire will melt and when it fall down to the printing table. The original MakerBot is one of the simplest 3D printers. It has just four motors: the x, y, and z, along with a fourth motor to drive the ABS plastic filament (or other material) through a heater to melt it and then onto the build platform to make the object. Consider printing larger objects like house using 3D printer. There will not be any X motor or Y motor in that case. An extruder which can pour concrete mix is fixed on the tip of a crane. The crane is programmed for the movement of extruder in X, Y and Z axis. The concept and structure of 3D printer changes according to the type, size, accuracy and material of the object that has to be printed. Generalizing the facts, the extruder need to access all the 3 coordinates in space to print and object. The method used for that doesn’t matters much.
______
______
The basic concepts of additive manufacturing:
- Tolerance
Tolerance shows the ability for parts to fit together, and is important when creating something like joints. Ensure there is enough space for tolerancing when creating moving parts. A great example of tolerance in practice is 3D printed ball joints, where there are no support structures in place between the socket and the ball. The ball joint comes fresh off the print bed, already articulated and fully rotating.
- Maximum Size
If your model falls outside the printable area of the 3D printer, consider breaking it down into smaller pieces that can be printed separately, or scale the size of the model to fit.
- Colors
Color is critical in the look and feel of a 3D printed object; it has a significant impact on bringing out finer details, and complements the final design. When evaluating the range of colors for a 3D print job, or demonstrating them to others, you could browse through a color swatch book. Or you could lug several spools of filament around. Or you could save yourself the trouble just by printing basic blocks of color with the shade labelled on it. When printing them off, of course, remember to align the correct color filament to the label.
- Infill
The principle of infill is that, for those interior parts of a model that will never be seen once the print job is completed, the infill doesn’t necessarily need to be 100% solid. Instead, it can be a basic honeycomb or diamond grid that provides structural integrity. The benefit of this principle is two-fold. First, it saves time when printing an object. Secondly, it reduces the amount of filament being used.
- Over Hang
As a general rule, you shouldn’t allow your model to have too many over hangs without anything under them. Anything at less than a 45 degree angle will require supports. Anything more than 45 degrees doesn’t need support.
- Bridging
Bridging is self-explanatory. You have to print “bridges” across empty space between two solid shapes. The larger the space the bridge has to traverse, the more likely it will dip downwards as the fused filament cools. One way to avoid the pitfalls of bridging is to consider the orientation of the model when it’s being printed. For example, let’s consider a small rectangular table for a doll’s house. Printing it upright — as you would normally visualize it — will cause bridging problems when the printer begins fabricating the surface of the table. But printing it upside down with legs in the air shouldn’t cause any problems.
- Supports
Related to the previous concept, another remedy for bridging is to include removable supports (or rafts) in your print job. These will not as detailed as the main body of the object, and are easily snapped off after the print has finished.
- XYZ axis
The separate axes — X, Y and Z — are fundamental to 3D modelling. Coordinating the three together (via the instructions contained in an STL file) is how a 3D printer plots a point in space when fabricating a physical object. This model can be attached to the 3D printer for handy reference, or perhaps propped up alongside your computer monitor when working with a CAD program.
- Polygons
The resolution of the digital model is a separate consideration from physical print settings like layer height. This is specifically about the number of polygons used to form a shape. The low poly mesh model is a simple design comprised of significantly fewer polygons than the high poly mesh model. The results are obvious, where the surface of the high poly model is smoother and more detailed. The efficiencies of opting for a low-poly model are gained at the design stage, in file-size, and sometimes (but not necessarily always) at the printing stage. Low poly models are especially popular with the 3D model community, allowing designers to render recognizable objects like Pokemon and Yoda in an artistic way using a elegant arrangement of polygons.
- 3D Printers really need to be calibrated.
Basically, you need to make sure that when your Printer’s Head is at X0 Y0 Z0 that you can just barely fit a piece of paper between your extruder nozzle and bed.
_____
Mistakes to avoid when designing 3D Model for 3D Printing:
We all use different software, print in different materials, and not only use different printers but also different printing technologies. So it can sometimes seem difficult to design a perfect 3D model for 3D printing. That’s why we must avoid following mistakes when turning a 3D model into 3D print.
- Ignoring Material Guidelines:
Each and every printing material is different. Materials can be brittle or strong, flexible or solid, smooth or rough, heavy or light, and so on. This also means that an object should ideally be designed for a specific material. For example, if you know that you want to print your 3D model in Ceramics, there will be specific material-related design recommendations that you need to take into account such as supporting overhanging parts, strengthening elements that are sticking out, rounding off corners, etc. The choice of your printing material simply pre-determines some of the basic design guidelines that you need to stick to.
- Ignoring Printing Technology:
It’s not only the basic chemical characteristics of our printing materials that are different, but also the technologies that are used for printing each of these materials. The best example of this is interlocking parts: In materials like ABS, Polyamide, Alumide, or Rubberlike you can print interlocking parts, while in others like Gold, Silver, Bronze, or Resin this is not possible. The reason behind this is not the material itself, but the technology that is used for printing each of these materials. For ABS we use Fused Deposition Modeling (filament-based) with an extra nozzle and material for support, for Polyamide, Alumide, and Rubberlike we use Laser Sintering (powder-based), for precious metals we use lost wax casting (based on a 3D print in wax and a mold), and for Resin we use Stereolithography (liquid polymer-based). This might sound confusing but the important thing to keep in mind is the following: we cannot assume that Stainless Steel and Silver will have similar requirements simply because they are both metals. They are printed using different technologies and thus some design features will differ. However, materials that use the same technology such as Gold, Silver, Bronze, and Brass (lost wax casting) are more likely to share similar design requirements. Also, keep in mind that with the use of different printers and printing technologies, the maximum printing sizes differ.
- Ignoring Wall Thickness:
Problems linked to wall thickness are by far the most common reasons why some 3D models are not printable. In some cases, wall thickness is too thin. Walls that are too thin make small parts on the model unable to be printed or very fragile and could break off easily. In other cases, walls that are too thick generate too much internal stress and could cause the item to crack or even break.
- Ignoring File Resolution:
For 3D printing, the most common file format is STL (which stands for standard triangle language), which means that your design will be translated into triangles in a 3D space. Most 3D modeling software has the option to export your designs to an STL file and set the desired resolution.
Low-resolution STL file: It’s important to be aware that a poor-quality export will never allow us to provide you with a good print. Low-resolution means that the triangles in your STL file are big and the surface of your print will not be smooth. It will lead to a somewhat “pixelated” print.
Very high-resolution STL file: A file with a resolution that is too high will make your file too big and sometimes impossible to handle. It might also contain an extreme level of detail that the 3D printers simply cannot print.
In most 3D modeling software, when exporting a file you will be asked to define the tolerance for the export. This tolerance is defined as the maximum distance between the original shape and the STL mesh you are exporting. Please choose 0.01 mm for a good export. Exporting with a tolerance smaller than 0.01 mm does not make sense because the 3D printers cannot print at this level of detail. When exporting with a tolerance larger than 0.01 mm, triangles might become visible in the 3D print.
- Ignoring Software Guidelines:
Depending on which software you are using, shells may need to be joined together, models may need to be made watertight, wall thicknesses may need to be applied, and printing sizes may need to be set. Remember each and every software is different.
_____
Five axis technology of 3D printing:
Five axis technology of 3D printing refers to the use of five-axis technology to 3D print objects from multiple directions. Almost all 3D printers today can be described as three-axis machines that print parts one horizontal layer at a time. The notorious problem with this approach is the resulting weaknesses that occur at the lines of adhesion between layers. To get around this problem, William Yerazunis, the senior principal research scientist at MERL, incorporated a trunnion table into a 3D printer as its print bed, enabling the machine to print parts as a simultaneous five-axis machine. According to Yerazunis, this allowed the device to print parts that were three to five times stronger with 25 percent less material than the same parts printed in the conventional three-axis fashion. A student at the University of Oslo crafted a very similar setup to that developed by MERL. Rather than use an off-the-shelf trunnion table, Øyvind Kallevik Grutle created his own 3D-printed rotary print bed.
______
Different types of 3D Printing technologies:
Not all 3D printers use the same technology. There are several ways to print and all those available are additive, differing mainly in the way layers are built to create the final object. Some methods use melting or softening material to produce the layers. Selective Laser Sintering (SLS) and Fused Deposition Modelling (FDM) are the most common technologies using this way of 3D printing. Another method is when we talk about curing a photo-reactive resin with a UV laser or another similar power source one layer at a time. The most common technology using this method is called Stereolithography (SLA). To be more precise: since 2010, the American Society for Testing and Materials (ASTM) group “ASTM F42 – Additive Manufacturing”, developed a set of standards that classify the Additive Manufacturing processes into 7 categories according to Standard Terminology for Additive Manufacturing Technologies. These seven processes are:
- Vat Photopolymerisation
(a) Stereolithography (SLA)
(b) Digital Light Processing (DLP)
(c) Continuous Liquid Interface Production (CLIP)
- Material Jetting
- Binder Jetting
- Material Extrusion
(a) Fused Deposition Modeling (FDM)
(b) Fused Filament Fabrication (FFF) –Different types of FFF 3D Printers
- Powder Bed Fusion –Selective laser sintering (SLS)
- Sheet Lamination
- Directed Energy Deposition
These technologies will be discussed in detail later in the article.
______
Additive manufacturing wheel:
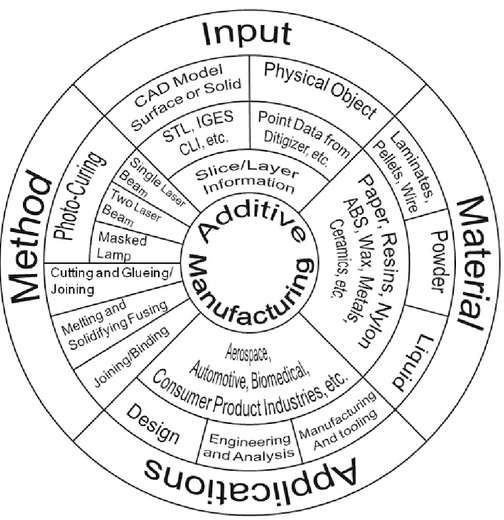
_______
_______
3D Printers:
As the name implies, a 3D printer allows users to print an object as 3-Dimensional CAD (Computer Aided Design) images. It is an innovative technology that helps businesses cut costs and develop new methods of production. Though 3D printers have been in use for more than 25 years now, they have been gaining prominence only recently. Simplicity of use and almost unlimited customization possibilities has resulted in 3D printers becoming more and more popular as design tools. Initially, 3D printers were used as a rapid prototyping solution to make one or two quick physical samples giving the designers a chance to correct the flaws and modify the product. Prototyping still is the major usage of 3D printers but the developments in technology have made it possible to use this 3D printing beyond research and development stages and incorporate it into the manufacturing stage.
_
The different types of 3D printers each employ a different technology that processes different materials in different ways. It is important to understand that one of the most basic limitations of 3D printing — in terms of materials and applications — is that there is no ‘one solution fits all’. For example some 3D printers process powdered materials (nylon, plastic, ceramic, metal), which utilize a light/heat source to sinter/melt/fuse layers of the powder together in the defined shape. Others process polymer resin materials and again utilize a light/laser to solidify the resin in ultra thin layers. Jetting of fine droplets is another 3D printing process, reminiscent of 2D inkjet printing, but with superior materials to ink and a binder to fix the layers. Perhaps the most common and easily recognized process is deposition, and this is the process employed by the majority of entry-level 3D printers. This process extrudes plastics, commonly PLA or ABS, in filament form through a heated extruder to form layers and create the predetermined shape.
_
3D Printers are usually divided into 2 categories: home 3D printers and professional 3D printers. This distinction is not always true: some companies own home 3D printers for the very early stages of a prototype and the general public can have access to professional-grade 3D printers in FabLabs or with online 3D printing services such as Sculpteo. However, be aware that the 3D printing technology is significantly different between professional printer and 3D printer available for the general public. Most 3D printers for the general public use filament deposition method (FDM) and produce almost exclusively objects in ABS or PLA plastic, professional 3D printers can print many materials with a higher level of precision. Today’s 3D printers are concentrated at two ends of a spectrum: high cost–high capability and low cost–low capability. High-end printers are generally targeted at enterprises and 3D printing service bureaus; low-end printers, which are often derivatives of open source RepRap printers, are targeted at consumers and hobbyists.
_
The printers must be improved in three areas to seize the opportunities that exist beyond today’s predominant use case of rapid prototyping:
- Performance: Improve key performance characteristics, such as speed, resolution, autonomous operation, ease of use, reliability, and repeatability.
- Multi-material capability and diversity: Incorporate multiple types of materials, including the ability to mix materials while printing a single object.
- Finished products: Provide the ability to print fully functional and active systems that incorporate many modules, such as embedded sensors, batteries, electronics, microelectromechanical systems (MEMS), and others.
____
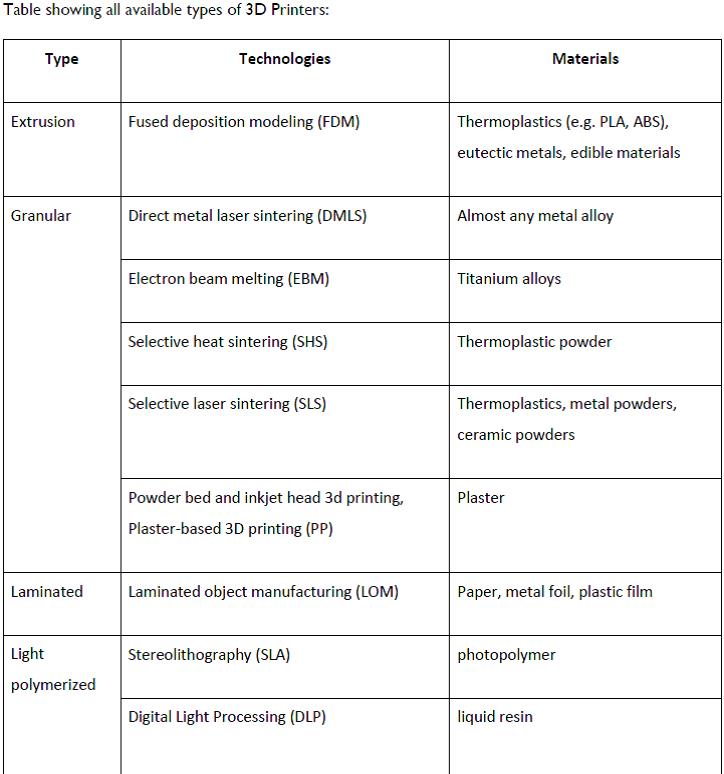
___
Best 3D printer for you:
3D printer makers are constantly announcing new models that cost less, print things faster and produce larger objects than ever before. The resolution of the current printers is around 328 x 328 x 606 DPI (xyz) at 656 x 656 x 800 DPI (xyz) in ultra-HD resolution. The accuracy is 0.025 mm – 0.05 mm per inch. The model size is up to 737 mm x 1257 mm x 1504 mm. To make it easier to know which 3D printer is right for you, here are a few things to look out for.
- Printer type:
There are two main types of 3D printers: FDM (fused deposition modelling) and SLA (stereo lithography). FDM printers work by melting a plastic filament in a moving printhead to form the model. SLA printers use an ultraviolet (UV) laser to solidify a resin, focusing the laser to form the solid model. FDM printers are generally cheaper, simpler and easier to use, although SLA models like the XYZprinting Nobel 1.0 (around $1,000) are lowering the price difference.
- Printing materials:
Whichever type of printer you choose, pay attention to the type of material it can use to print. The filament material used by FDM printers like the LulzBot TAZ 6 is available in several different materials, such as PLA (a brittle, biodegradable material), ABS (the same plastic used in Lego blocks), nylon, TPE (a soft, rubberlike material) and HDPE (a light, tough polystyrene). Many of these materials, particularly PLA and ABS, are available in a huge range of colors. Filaments come in two sizes: 1.75 mm and 3 mm, which are not interchangeable. SLA printers have fewer options than their FDM counterparts, but printers like the Form 2 can use resins that produce models ranging from very rigid to flexible and rubbery. The best printers can use a wide range of materials, each of which comes with its own strengths and weaknesses. (HDPE, for example, is light and tough, but not suitable for food use, while nylon is food-safe.) Note that some printers only allow the use of approved materials or materials produced by the same company that made the printer. In that sense, those types of 3D printers are like more traditional paper printers: The manufacturers sell the hardware cheaply and then make money back on the consumables. (The top budget 3D printer, the da Vinci Mini, only works with PLA filament from manufacturer XYZprinting, for example; however XYZ’s filament costs about the same as most third-party materials.) Other 3D printers place no restrictions on the type or origin of the material.
- Print volume:
All printers have limits on the size of the 3D print they can produce. That limit is defined by the size of the print bed and how far the printer can move the printhead. This is usually measured in cubic inches or cubic mm, but you should also pay attention to each of the individual dimensions, which determine the maximum size 3D print the device can create. So, for example, if a printer like the LulzBot Mini has a print volume of 223 cubic inches (6.2 x 6 x 6 inches), it can print objects that are up to just less than 6 inches high, wide and deep.
- Print speed and quality:
3D printing is a slow business, and at present, there’s no way to get around this. You should expect a 3- to 4-inch model to typically take between 6 and 12 hours to print, depending on the print quality you select. That’s because of the way 3D printing works: The print is constructed in layers. The thicker these layers are, the quicker the print is produced but the lower the print quality is, as the layers become more visible. So, there is a trade-off between print speed and print quality. The best printers will allow you to determine which way you want to go with this, producing prints quickly or more slowly but at higher quality. The best printers offer a wide range of quality settings, from fast (but low quality) to slow (but high quality).
The time in finishing a product depends on several factors:
For instance, when using FDM technology, 3D printing speed is affected by the following factors: print nozzle’s temperature, materials to heat, filament thickness, layer thickness, and the number of supports required. For SLA and Polyjet or Multijet technologies, the speed factors include laser power and size of the drop and materials. Meanwhile, for powder sintering technologies, the factors include laser power, layer thickness, and material. Aside from these factors, the most significant is the part’s orientation and the amount of material to print. You can orient your model in a particular way to minimize the part’s height and reduce the printing time. Also, you have to take note that a large 3D model takes longer to print than a lightweight wire structure.
_____
The Best 3D Printers of 2017:

_____
_____
From rapid prototyping to home fabrication: the adoption stages of 3D printing:
The adoption of 3D printing technologies has occurred in four successive phases (rapid prototyping, rapid tooling, digital manufacturing, and home fabrication) that correspond to a different level of involvement of 3D printing in the production process. The adoption of 3D printing technologies is actually a ‘multi-layered’ adoption process that corresponds to different usages. The reason for that relates both to the technology itself (in particular the materials used) and to the cost of usage. The 3D printing industry already serves four quite distinct market segments, all of which are at different stages of maturation. As illustrated in figure below, the most mature market for 3D printing involves the production of prototypes. Next, and growing very rapidly, we have the use of 3D printers to fabricate the molds and other tooling from which final products are made. After this comes direct digital manufacturing (DDM) — or in other words, the use of 3D printers to make final products or parts thereof. And finally we have the very new market for personal (home) fabrication.
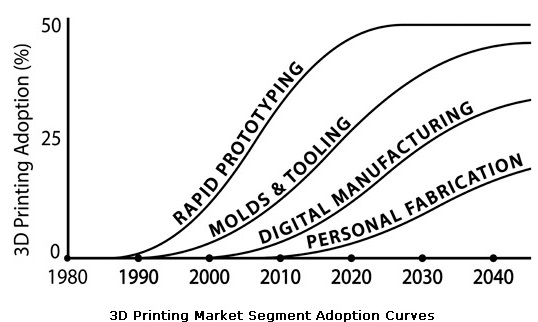
_
- 3D printing rapid prototypes:
The first 3D printing technologies (stereolithography, selective laser sintering, fused deposition modelling, laminated object manufacturing) appeared in the late 1980s and began operational in the early 1990s. At the time, only plastics could be used. The level of details and quality of finish were rather low, which meant that only ‘rough’ looking objects could be printed. Printing was slow, expensive and restricted to small objects. Consequently, the first application of 3D printing technologies was rapid prototyping, i.e., the ability to rapidly build plastic models of objects. While rapid prototyping was at first (because of the cost) mainly used by large corporations, progressive decrease in price led to a wider adoption. Nowadays, all 3D printers in the $1000–4000 range (e.g., Cubify Cube, MarkerBot Replicator) are targeted at SMEs and entrepreneurs in need of rapid prototyping. Prototyping quality has also improved and, nowadays, upper range printers (costing $200,000 and above) are able to build multi-material fully functional prototypes in one go. More expensive 3D printers based on material jetting or powder bed fusion can now also produce highly detailed, functional prototypes out of a wide range of materials, and increasingly in full colour. There is even already a 3D printer — the DragonFly 2020 — that can 3D print prototype circuit boards.
- 3D printing molds and other tooling:
In the second half of 1990s, the advent of 3D printers using heat-resistant polymers and metal alloys triggered the second stage of adoption of 3D printing: rapid tooling. The fastest growing area of 3D printing application is the additive manufacture of production tools. Traditionally, the molds, patterns, jigs, fixtures and other tooling used to make final products has been hand crafted at very significant cost. For example, the molds used to create plastic parts often costs tens of thousands of dollars. In contrast, it is now possible to use 3D printers to produce low-run injection molding masters for hundreds of dollars, and final high-run mold masters for a few thousand. The impact of 3D printing on traditional production processes can therefore be dramatic. Through ‘binder jetting’, it is also now possible to directly 3D print sand cast cores and molds. Traditional sand casting requires wooden patterns to be crafted, around which casting sand is packed. The wooden pattern then needs to be removed from the resultant mold or core (not always an easy or successful operation), before molten metal is poured in to cast the final part. By using 3D printers (such as the S-Max+ from ExOne) to manufacture sand cast molds and cores, companies can spare themselves the cost of crafting wooden pattern masters. They can also cast more intricate parts from sand molds that would be impossible to fashion by traditional means. Once again time and cost savings can be very significant. For example, as ExOne highlight in this case study, 3D printing sand cast molds and cores can cut weeks from production times, as well as delivering cost savings of over 80 per cent. Also increasingly being used in traditional metal casting processes are 3D printed substitutes for ‘lost wax’ patterns. Here 3D printers based on material extrusion or vat photopolymerization produce wax-like objects that are later surrounded by a traditional casting material (such as plaster of Paris). The resultant mold is then heated, the wax-substitute melts and is drained away, and molten metal is once again introduced into the mold. The use of 3D printed lost-wax-substitute patterns is especially popular in jewellery or other industries that make small, low-run, intricate metal parts — and especially as it is now possible to purchase high-resolution vat photopolymerization 3D printers from a few hundred dollars upwards.
- Direct Digital Manufacturing (DDM):
In the late 2000s, the cost of 3D printing began to be low enough (and quality high enough) to start directly manufacturing final products with 3D printers. As noted in Gibson et al. (2010), “speed, quality, accuracy and material properties have developed to an extent that [3D Printed parts] can be made for final use.” This led to the third wave of adoption, generally referred to as Direct Digital Manufacturing (or DDM) or simply direct manufacturing, and which implies an entirely digital production process, with end-products directly manufactured using digital (CAD) models and 3D printers, without moulds, casts or machining. According to the American Society of Manufacturing Engineers, direct digital manufacturing (DDM) refers to the ‘the process of going directly from an electronic digital representation of a part to the final product via additive manufacturing’. On occasion, some such final products may be molds or other items of tooling as mentioned above. However, in industrial sectors including space, aerospace, automotive manufacture, healthcare, toy making, art-and-crafts, designer goods and fashion, we are starting to witness the application of 3D printing to directly fabricate final products or parts thereof. The drivers of the DDM Revolution are multitudinous, and include the ability to use 3D printing to optimize the geometry of final parts (often saving raw materials in the process); to make parts with geometries that could not be created via traditional means; and to make low-run, highly customized products that would be not cost effective to manufacture without 3D printing. 3D printing is also a technology that can help to improve sustainabilty via increased localization. Right now, many of the companies dominating DDM are in the space and aerospace sector. For example, SpaceX has already flown one its Falcon 9 rockets with a 3D printed main oxidizer valve, and is using powder bed fusion to 3D print the engine chambers for its forthcoming Crew Dragon manned space capsule. In more mainstream aviation, Airbus is now incorporating 3D printed components into its aircraft, with its latest A350 XWB containing over 1,000 3D printed components. Meanwhile GE Aviation’s new CFM LEAP jet engine incorporates several 3D printed parts. Most notably, these include one component that would be impossible to make using conventional manufacturing methods. Over in the automotive sector, 3D printing is now widely employed to make parts for F1 racing cars. More startlingly, a company called Local Motors is intending to launch a vehicle called the LD3M Swim that will be ‘around 75 percent 3D printed by volume’. In the space, aerospace and automotive sectors the key advantages of 3D printing are to optimize component geometries, to save expensive materials, and to reduce the cost of low-run production. In contrast, in the healthcare sector a more important benefit is customization. Already, at least in the United States, 3D printing is enabling ‘digital dentistry’, with dental appliances starting to be routinely 3D printed based on patient scans. Hearing aid shell manufacture is also being transformed by 3D printing. 3D printing is additionally starting to be used in the manufacture of other, far larger custom prosthetics, as well as in surgical planning. Right now, other notable pioneers of direct digital manufacturing include producers of jewellery, designer goods and toys.
- Personal (Home) Fabrication:
The fourth and final stage of adoption, home fabrication has just started. It involves consumers (or end-users) manufacturing objects themselves using 3D printing equipment they have at home. At the moment very few consumers own a 3D printer and those who do are mainly hobbyist and engineering students. However, a limited and slow adoption is to be expected at this stage, as prices are still high and the technology yet immature. While there is a large consensus about the value and potential of 3D printing technologies in general, there has been much debate about whether the ‘home manufacturing’ revolution is indeed on the cards. The arguments against mainly rest on the unsuitability of the technology (e.g., that it is too expensive, that quality is too low, that only one material can be used) and on the lack of need for a regular use of the technology (who needs to manufacture objects often enough to justify having a 3D printer at home?). To this respect, it can be noted that very similar arguments were used in the past in regard to technologies, such as personal computers or the Internet, which are now in every home. This, in turn, is the very argument used by those who believe in a widespread home adoption of 3D printers: 3D printing, as a disruptive technology, follows the same adoption pattern as other disruptive technologies. In some respects the market for personal 3D printing is now growing very rapidly, with over a million personal 3D printers likely to be sold annually by 2020. However, the kinds of object that can currently be fabricated on personal hardware are extremely limited. Despite fulfilling the dreams of some enthusiasts, personal 3D printers are therefore a product category in a very, very early stage of development, with hardware that will allow mainstream consumers to fabricate a wide range of products unlikely to arrive on the market for a decade or more. For those content to produce objects out of thermoplastics or thermoplastic composites, many 3D object repositories now provide access to a wealth of free or for-a-free 3D models for download-and-print. To many people’s surprise, it is already perfectly possible to visit a website such as Thingiverse and to download a replacement part for your car dashboard, or a new lens cap for your camera. These can then be printed out at serviceable quality on a domestic 3D printer that costs under $1,000.
_
Even before personal 3D fabricators able to print complex products become available, 3D printing is just starting to facilitate a new age of personal fabrication in which anybody can get their digital designs turned into material reality, and even offered for commercial sale. Empowering this revolution are a host of 3D printing bureau services that allow anybody to upload or otherwise supply a digital file that is then 3D printed. As most bureaus operate at scale, they can afford to purchase and operate a wide range of 3D printers, hence allowing individuals to fabricate a far wider range of objects in broader range of materials than possible on domestic and prosumer hardware. Bureaus such as Shapeways and i.materialise additionally allow people who have uploaded 3D models to open an online store from which their goods can be sold. This allows anybody to get into the manufacturing business without any investment in stock or production tooling. Rather, the 3D printing bureau takes the customer’s order, produces the product, ships it, and provides a revenue share to the designer.
__
Table below summarises the different adoption stages of 3D Printing technologies. It is important to note that each new phase does not make the previous one ‘obsolete’, but instead extends it (e.g., 3D Printing is still being used for rapid prototyping). Also, the last stage, home fabrication, extends the role of 3D printing beyond manufacturing, as home printers enable to use 3D printing as a means of product distribution.
| Adoption stage | Started | Design | Tooling | Manufacturing | Distribution |
| Rapid prototyping | Early 1990s | ✓ | |||
| Rapid tooling | Late 1990s | ✓ | ✓ | ||
| Direct manufacturing | Late 2000s | ✓ | ✓ | ✓ | |
| Home fabrication | Early 2010s | ✓ | ✓ | ✓ | ✓ |
In addition to these four clearly defined stages, an intermediary stage between direct manufacturing and home printing has started to emerge. Local fabrication refers to direct manufacturing that takes place not at home, but at a local printshop. The emergence of this intermediary stage is not really surprising, as it enables to bridge the gap between technology maturity and large installed consumer base. This is in fact very similar to ‘Internet cafes’ or 2D ‘print-shops’. It remains to be seen whether, like the latter, such local facilities will disappear as home adoption increases or if, instead, the nature of 3D printing technologies is such that they are here to stay.
_______
_______
History of 3D printing:
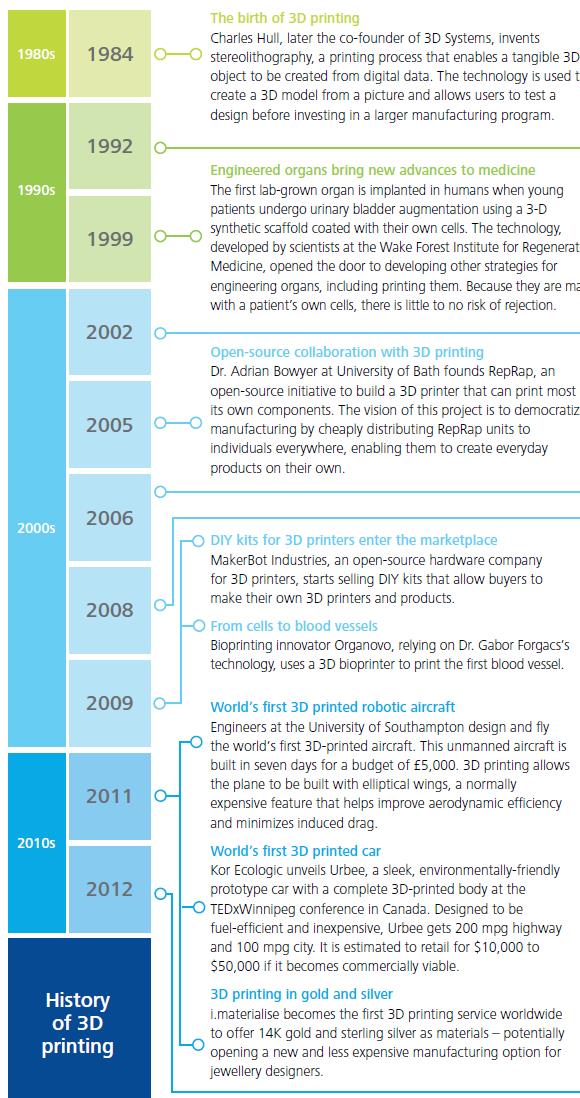
_
The 1980s: Birth of the 3 main 3D Printing Techniques:
The earliest 3D printing technologies first became visible in the late 1980’s, at which time they were called Rapid Prototyping (RP) technologies. This is because the processes were originally conceived as a fast and more cost-effective method for creating prototypes for product development within industry. As an interesting aside, the very first patent application for RP technology was filed by a Dr Kodama, in Japan, in May 1980. He was the first to describe a layer by layer approach for manufacturing, creating an ancestor for SLA: a photosensitive resin was polymerised by an UV light. Unfortunately, he did not file the patent requirement before the deadline. Four years later, a French team of engineers was interested by the stereolithography but abandoned due to a lack of business perspective. In the same time, Charles Hull was also interested in the technology and deposited a first patent for stereolithography (SLA) in 1986. He founded the 3D Systems Corporation and a year later, released the SLA-1. In 1988, at the University of Texas, Carl Deckard brought a patent for the SLS technology, another 3D printing technique in which powder grains are fused together locally by a laser. In the meantime, Scott Crump, a co-founder of Stratasys Inc. filed a patent for Fused Deposition Modelling (FDM): the third of the main 3D printing technologies. Over less than ten years, the three main technologies of 3D printing were patented and 3D printing was born!
_
3D Printing Milestones:
1992 – 3D Systems produced the first SLA (stereolithographic apparatus) machine. The process involved a UV laser solidifying photopolymer, a liquid with viscosity and color similar to honey. It made three-dimensional objects, layer by layer. The first machine was imperfect, but it was promising because it can manufacture highly complex parts.
1999 – 3D printing contributed new advances in medicine through engineered organs. The scientists at the Wake Forest Institute for Regenerative online pharmacy Medicine engineered the first lab-grown organ using a 3D printer. They used a synthetic scaffold coated with the patient’s own cells. The process had little to no risk of rejection because it is made with the patient’s cell. This paved the way to developing new strategies for engineering organs.
2002 – The scientists created a mini-functional kidney that was capable of filtering blood and producing diluted urine in an animal. This development had led to bigger goals of producing organs and tissues using 3D printing technology.
2005 – Dr. Adrian Bowyer founded RepRap, an open-source initiative to create a 3D printer that can print most of its own components. The goal of the project was to distribute cheap RepRap units so individuals can create products on their own.
2006 – The first SLS (selective laser sintering) machine was produced. SLS machine uses a laser to fuse materials and build 3D products. This development paved the way for mass customization and on-demand manufacturing of industrial parts and prostheses. In the same year, a machine capable of printing multiple materials, including elastomers and polymers was created. The said machine also permits a single part to be made with different densities or material properties.
2008 – The first self-replicating printer came to life that allowed users to make more printers for family members or friends. In the same year, the first person with a 3D-printed prosthetic leg walked. All parts of the leg, knee, foot and socket were printed in the same complex structure without any assembly needed.
2009 – DIY 3D Printer kits hit the market. On the same year, Dr. Gabor Forgacs used a 3D bioprinter to print the first blood vessel.
2010 – Engineers at the University of Southampton design and fly the world’s first 3D printed aircraft. The aircraft was only built in seven days with a budget of £5,000.
2011 – Urbee, the world’s first 3D-printed car was made. It is sleek, environmental-friendly and is designed to be fuel-efficient and inexpensive. In the same year, 3D printing services offer 14K gold and sterling silver as materials, a less expensive option for jewellery designers.
2012 – Medical valium professional from the Netherlands used a 3D printer to create a customized three-dimensional prosthetic lower jaw that was implanted into an 83-year old woman suffering from a chronic bone infection.
2014 — NASA brought a 3D printer in space to make the first 3D printed object off of the earth.
As technology matured, several authors had begun to speculate that 3D printing could aid in sustainable development in the developing world.
_____
_____
How 3D printing differs from other manufacturing techniques:
_
3D printing, an alternative to traditional manufacturing method, casting:
If the object was poured into a mold, it utilized casting. Casting is one of the first manufacturing methods known to humankind. Believe it or not, it actually dates back 5,000 years. The oldest known casting was a copper frog made in Mesopotamia in 3,200 B.C. but as far as we know, casting didn’t gain popularity until 800 B.C. when it became commonly used in China. The original casting process involved molten metal poured into a mold. Die casting is a manufacturing process that can produce geometrically complex metal parts through the use of reusable molds, called dies. The die casting process involves the use of a furnace, metal, die casting machine, and die. The metal, typically a non-ferrous alloy such as aluminum or zinc, is melted in the furnace and then injected into the dies in the die casting machine. Resin casting, a popular hobbyist method today, involves the use of liquid synthetic resin mixed with a hardening catalyst and poured into a mold. The casting process starts by making the product model with the correct dimensions in a casting material, which is often silicon. Next, a two-part resin is put together and poured into the mold. The chemicals in the resin cure. Once the resin hardens, the final model is created. 3D printing is increasingly an alternative to casting. The desired object is printed in a small tub filled with synthetic resin. The resin has a very special property: It hardens precisely where it is illuminated with intense beams of light. Layer for layer, the synthetic resin is irradiated at exactly the right spots. When one layer hardens, the next layer can be attached to it, until the object is completed. This way, we can even produce complicated geometrical objects with an intricate inner structure, which could never be made using casting techniques. 3D printing is also used to make tooling molds and dies, as well as patterns for castings. Either the actual mold or the model to make the mold can be produced more quickly and economically than with conventional methods.
_
What’s the difference between injection molding and 3D printing?
The two processes are entirely different. In injection molding you are melting a molten material and injecting it into a large pre-designed cavity inside a steel tool (think of a steel box with an internal shape that matches the skeleton of your part). Injection molding machines are designed to keep the plastic melted while en route to the tool cavity and then to rapidly cool it once injected so that another round (cycle) can be accomplished. 3D printing and injection molding are not competing, but rather complementary ways of manufacturing. For example, a business may use SLS for rapid prototyping and low-volume production, and then switch to injection molding once the volume of parts is above a certain threshold. The ability to produce a just-in-time quantity of parts, in a short amount of time, is where 3D printing shines. Compare that with injection molding, which is typically used in mass manufacturing – i.e. producing hundreds, if not thousands, of parts inexpensively.
___
Three types of fabrication processes:
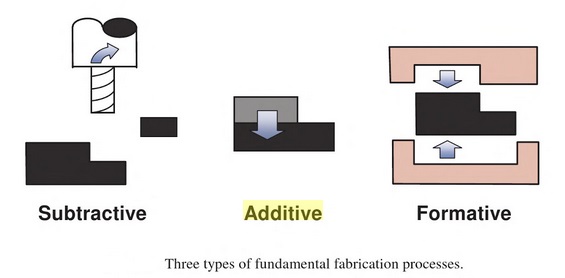
_
Typical manufacturing techniques are known as ‘Subtractive Manufacturing’ because the process is one of removing material from a preformed block. Processes such as Milling and Cutting are subtractive manufacturing techniques. This type of process creates a lot of waste since; the material that is cut off generally cannot be used for anything else and is simply sent out as scrap. Additive manufacturing has the potential to fundamentally change the production and distribution of goods. Unlike conventional or subtractive manufacturing processes, such as drilling, which create a part by cutting away material, additive manufacturing builds a part using a layer-by-layer process. 3D Printing eliminates such waste since the material is placed in the location that it is needed only, the rest will be left out as empty space.
__
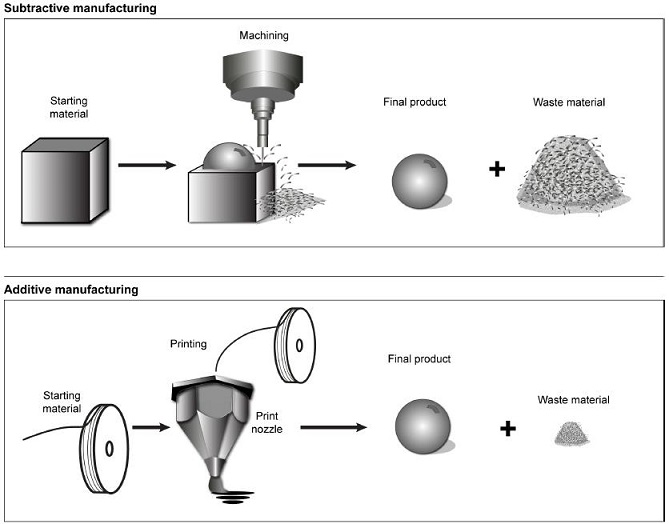
___
3D Printing versus Traditional Manufacturing:
In general terms, traditional manufacturing technologies, as machining and casting, provide the highest parts quality level, according to surface finish and geometrical and dimensional accuracy. Even, the mechanical properties are usually better, due to 3D printed parts may be not completely filled by the material. In addition, the AM technologies have a short range of available materials which are usually proprietary. However, the materials variety is continuously expanding while the prizes are decreasing. In spite of the mentioned drawbacks, 3D printing is building up into the most reputable cutting-edge technology companies within sectors for example aerospace, automotive and medicine. This is possible due to AM does present tremendous opportunities, derived from its exceptional advantages. Some of them are listed below.
Unlimited designs:
AM makes possible the manufacture of any design regardless the design complexity and allowing the production of integrated components. This is extremely important towards a wide open-mind design (revolutionary shapes and lighter parts) without considering manufacturing constraints related to machining, moulding, etc. It is said “complexity is free”, because it has not an impact in the manufacturing cost.
Flexible supply chains:
Production by AM does not need any special tooling neither casting, so shifting the production to a totally different object is completely easy and immediate. Redesigning stages has no influence in the production costs, consequently, it is the ideal manufacturing technology for both prototyping and low volume batch (as low as one if required). This is truly interesting in areas such as product development and low-to-medium volume production, also being the perfect ally for highly personalized customer market.
Product development:
Due to AM does not need specific tooling neither casting any design may be produced in a short period of time under a cost effective perspective. As a result, AM offers product development teams a rapid iteration between designs, assembly and functional tests, bringing about a remarkable decrease in both time and product development costs.
_
Structural elements evolution:
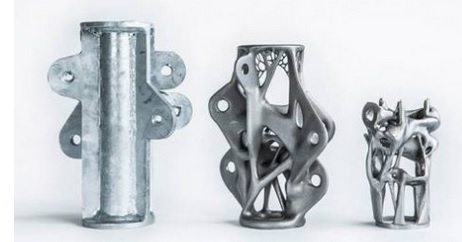
Left: made by traditional manufacturing from welded metal sheets.
Middle and right: elements made by additive manufacturing using Selective Laser Melting technology.
__
3D printing is a short-cut process compared traditional manufacturing:

Figure above shows 3D printing process (red) compared to the traditional manufacturing process (black). When compared to traditional manufacturing technologies such as casting, machining, and drilling, 3D printing is considered an efficient technology in the areas of materials, utilizing up to 90% of materials. Traditional manufacturing methods, like the drill press, lathe, or milling machine, need to be operated by the maker. The work piece needs to be aligned, measured, and machined by the user, which introduces human error into the making of the part. In contrast, 3D printing is a hands-off manufacturing process; just by pressing a button, whatever you design will be made. The values of using 3D printing over traditional manufacturing make it suitable for situations requiring:
- Rapid prototyping
- Mass customization
- Complex geometries that
(a) Cannot be manufactured by any other method.
(b) Have improved material property (e.g. strength, elasticity, transparency).
(c) Can be manufactured more cost-effectively with 3D printing.
3D printing also has some current limitations that may not lend it to some applications:
- 3D printers can take hours rather than minutes to complete a piece and thus do not lend themselves to mass production for certain applications, especially in emergent surgical cases.
- The limited selection of 3D printing material, especially those deemed suitable for medical use (i.e. biocompatible, sterilizable, of good strength, multi-color, and affordable) hinders broader application.
- The size of the objects intended for printing also limits applications, as printers capable of making larger prints are more expensive and there are fewer options available.
_
Bypass supply chain:
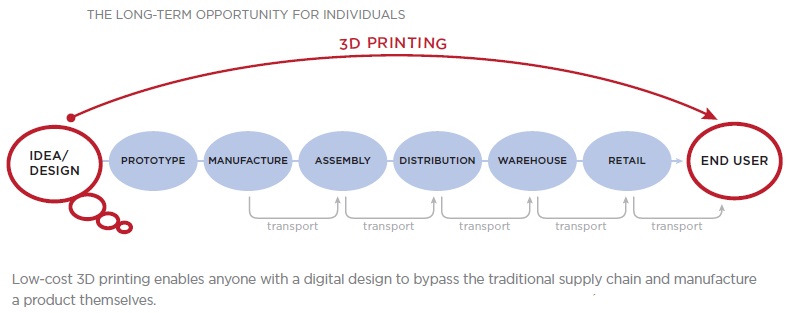
_
Less time and cheaper product:
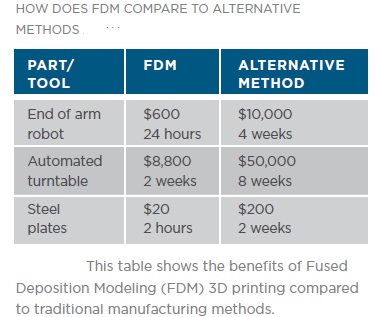
____
3D printing vs. rapid prototyping:
Prototype is first or early model of some device, system or product that still needs to be perfected. Rapid prototyping refers to the fast manufacture of prototypes for different purposes. In many cases, such rapid prototypes are obtained by means of high speed computer numerical control (CNC) machining or using rapid form copying processes, after obtaining initial models. The earliest 3D printing technologies first became visible in the late 1980‟s, at which time they were called Rapid Prototyping (RP) technologies. This is because the processes were originally conceived as a fast and more cost-effective method for creating prototypes for product development within industry. Today rapid prototyping is one of many applications under the 3D printing/additive manufacturing umbrella. There are several reasons that companies use rapid prototyping. First of all, the new design can be held or seen as it would appear on a shelf. Secondly, the form, function, and appearance of an object can be tested and viewed. Also, if there are any flaws in the CAD file, they can be caught in the rapid-prototyped piece.
___
3D printing versus CNC machining:
There are many different tooling processes that digital manufacturing utilizes. However, every digital manufacturing process involves the use of CNC machines. CNC stands for computer numerical control. It is any machine that is positioned and controlled by a computer. This technology is crucial in digital manufacturing as it not only enables mass production and flexibility, but it also provides a link between a CAD model and production. The two primary categories of CNC tooling are additive and subtractive. In this article, Computer numerical control (CNC) machining is a common subtractive manufacturing technology which includes lathes, milling machines, EDM machine, routers, water-jet, laser cutting etc. Major strides in additive manufacturing have come about recently and are at the forefront of digital manufacturing. Additive manufacturing is called 3D printing. CNC routing is essentially the reverse of 3D printing. Instead of using a computer to control the armature and print head that layers substance in three dimensions, CNC routing utilizes a drilling tool to carve materials. This is basically the difference between making a sculpture out of clay and carving it from marble, only in this case, there’s a machine doing it instead of a human. Although computer-aided design software works with CNC routers and 3D printers, the two technologies use various methods to create outputs. In fact, CNC routers use a method that works opposite of the way 3D printers work. CNC machines start with a block of material and cut away at it until nothing remains except the intended product. On the other hand, 3D printers start from nothing and add layers of a specialized material to form a mass that assumes the shape of the product design. This additive process makes 3D printers flexible enough to create a variety of outputs, limited only by the capability of the printer. Albeit the subtractive process of CNC technology often produces faster results than the additive process of 3D printers, both approaches to production have advantages that make each type of machine well-suited to achieve differing objectives.
Comparison of properties:
The following table compares the main manufacturing properties to be considered when making a part by CNC machining or 3D printing.
| Property | CNC | 3D printing (AM) |
| Material | Mainly used for machining metals. Can also be used for machining softwoods and hardwoods, thermoplastics, acrylic, modeling foams and machining wax. Requires different cutting tools for each material. | Predominately polymeric plastics with some technologies able to produce parts from metals, ceramics, wax, sand and composites. |
| Speed | CNC machines are able to remove material at a much faster rate than AM is able to build it. They generally require a significant amount of process planning and setup, particularly when multiple machining steps are needed. Parts often require repositioning or relocation. | Can produce a part in single step meaning there is no dependence upon other manufacturing stages other than post processing. Also offers batch manufacturing for several process (most notably SLS and metal printing). |
| Complexity | Undercuts, tool access, internal features and clearances are all limitations that must be considered. A sound understanding of the machining process, the order a part will be manufactured and part orientation is required. | Complex designs can be produced using AM in a single step with very little process planning. Understanding how to correctly orientate a part, feature size restrictions and physical build size are generally the main limitations. |
| Accuracy | Accuracy is defined by the tool geometry. Because all tools are rotated, internal corners at machined with a radius. Features smaller than the tool size can be produced resulting in walls with a thickness smaller than the tool diameter. Provides superior surface quality when compared to the best outputs 3D printers can produce. | Minimum feature size is usually governed by the diameter of the material delivery mechanism (e.g. the nozzle for FDM or jets for material jetting) or the diameter of the energy transferring component of the machine (e.g. sintering lazer or UV light source). FDM printers produce parts with a layer height of 100 – 200 microns while material jetting printers can print at resolutions as low as 16 microns. |
| Geometry | CNC machines rely upon a point to point machining process following a predetermined tool path to remove material. There are therefore restrictions on the surfaces a CNC machine can reach without needing to manipulate a part. Can be used to machine very large and very small parts. | Features that are not connected to the model or have nothing below to brace them require extra support material to be printed. This increases the cost and time to complete a print. |
| Programming | Requires an expert operator or engineer to consider tool selection, spindle speed, approach position and angle and cutting path. These factors all greatly impacting the final part quality and build time. | Once a model has been uploaded and the orientation, layer height and support locations are selected most AM machines can produce a complete part without any human intervention. |
AM is best suited for complex and intricate design as well as the production of prototypes for fit and form justification. The range of materials parts can be produced with is more limited than CNC machining and often surface finish and dimensional accuracy is not as good as what can be achieved by a CNC machine. A number of 3D printing technologies offer batch manufacturing. CNC machines are ideal for simple geometric designs made from traditional materials that require high precision and surface finish. The need for expert CAM design as parts become more complex can increase cost and lead time. CNC machines often require more human input than 3D printers with the quality and speed a part is produced at depending heavily on the operator.
_
So basically, 3D printing and CNC are totally in contrast in almost all aspects.
- 3D printing is nothing but additive manufacturing where material is added layer by layer to get final object but CNC machine is conventional manufacturing where material is removed to get final object. So, simply 3D printing is addition and CNC is subtraction method.
- As 3D printing is addition of material, no wastage of material will be there while in CNC wastage is considerable.
- In 3D printing G & M codes are generated automatically (when you slice the 3D object in slicing software) but in CNC we need to enter whole G & M codes manually. So 3D printing saves your lot of time.
- 3D printers have only one template program irrespective of size, shape and material of object you want to print. But in case of CNC different programs (G & M codes) has to be written for different size, shape of the object.
- CNC requires tools to do all operations but 3D printing doesn’t.
______
Hripko recently spoke at a NorTech event that discussed how additive manufacturing can transform businesses and entire industries. He pointed out several benefits of the technology that make it a revolutionary production method:
- Efficient use of resources: Additive manufacturing requires fewer processing steps, little assembly and less energy. It also minimizes waste.
- Small-lot production: Additive manufacturing eliminates the need to produce parts or products in large quantities. As a result there is no inventory or stock cost.
- Rapid manufacturing: The technology allows makers to go directly from design to manufacturing. It dramatically reduces cycle times since it doesn’t require a tooling process.
- Agile manufacturing: Additive technology can create spare parts on demand and thus simplifies supply chains and logistics.
- Reverse engineering: Parts for legacy systems can be easily replaced with the help of a scanner and a 3D printer or other additive manufacturing technology.
Hripko stressed that additive manufacturing is not replacing traditional manufacturing, but complementing it and creating new markets within the industry. It is capable of making parts that cannot be manufactured by traditional processes and enables new technologies that are lightweight, customizable and complex.
______
______
Technology of 3D printing:
Selecting the optimal additive manufacturing process for a particular design can often be difficult. The vast range of 3D printing methods and materials mean that often several processes are suitable but each offer variations in dimensional accuracy, surface finish or post processing requirements. Now I will categorise and explain the difference between each of the additive manufacturing technologies. The most common printing methods will be identified along with the most common applications and materials that relate to each of them. A large number of additive processes are available. The main differences between processes are in the way layers are deposited to create parts and in the materials that are used. Each method has its own advantages and drawbacks, which is why some companies offer a choice of powder and polymer for the material used to build the object. Others sometimes use standard, off-the-shelf business paper as the build material to produce a durable prototype. The main considerations in choosing a machine are generally speed, costs of the 3D printer, of the printed prototype, choice and cost of the materials, and color capabilities. Printers that work directly with metals are generally expensive. However less expensive printers can be used to make a mold, which is then used to make metal parts.
_
The technologies that can be used to build a part one layer at a time are quite varied and in different stages of development. In order to accommodate different materials, as well as improve build times or part strength, numerous technologies have emerged. Some technologies are commercially available methods of fabricating prototypes, others are quickly becoming viable forms of production manufacturing, and newer technologies are continuously being developed. These different methods of additive fabrication can be classified by the type of material that is employed.
- Liquid-based processes
The first category of 3D printer creates object layers by selectively solidifying a liquid resin known as photopolymer that hardens when exposed to laser or other light source. Some such photo polymerization 3D printers built object layers within a tank of liquid. Meanwhile others jet out a single layer of resin and use ultraviolent light to set it solid before the next layer is added. A few 3D printers based on the latter technology and are able to mix several different photo polymers in the same print job, so allowing them to output objects made from multiple materials.
- Powder-based processes
A second and very broad category of 3D printing hardware builds object by selectively sticking together successive layers of a very fine powder. Such powder adhesion or granular materials binding can be achieved by jetting an adhesive onto each powder layer, or by fusing powder granules together using a laser or other heat source. Yet other technologies melt and then fuse the granules of a powdered built material as it is deposited onto a built surface. Various forms of powder adhesion are already commonly used to 3D print in a wide range of materials. These include nylon, bio-plastics, ceramics, wax, bronze, stainless steel, cobalt chrome and titanium.
- Solid-based processes
There are 3D printers that create objects by extruding a molten or otherwise semi liquid material from a print head nozzle. Most commonly this involves extruding a molten thermoplastic that very rapidly sets after it has left the print head. Other extrusion based 3D printers manufacture objects by outputting molten metal, or by extruding chocolate or cake frosting (icing) to 3D print culinary creations. There are even 3D printers that extrude concrete or clay.
- Paper based processes
A final category of 3D printer is based on lamination. Here, successive layers of cut paper, metal or plastic are stuck together to build up a solid object. Where sheets of paper are used as the build material, they are cut by blade or laser and glued together. They may also be sprayed with multiple inks during the printing process to create low cost, full colour 3D printed objects.
______
Seven 3D printing technologies:
In an attempt to introduce some clarity to the 3D printing marketplace, the International Organization for Standardization (ISO) and the American Society for Testing and Materials (ASTM) have developed various standards. The latest of these was introduced in December 2015, and is called ISO/ASTM 52900. This defines seven 3D printing technologies, which are summarized in the figure below:
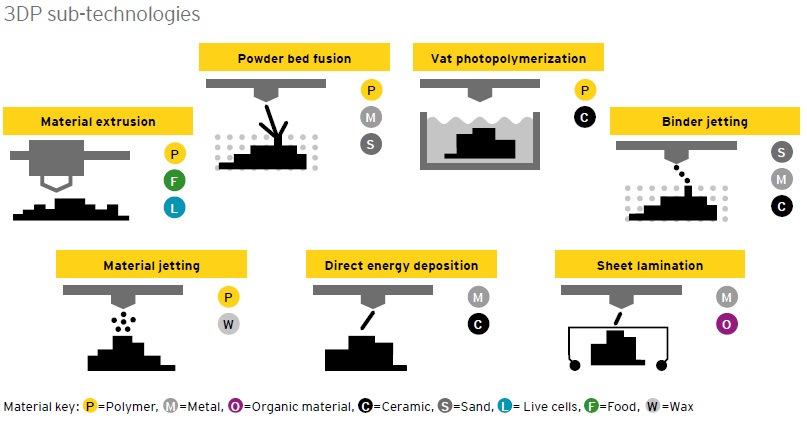
______
- Material extrusion:
Material extrusion uses a nozzle to extrude a semi-liquid material to create successive object layers. Most usually the ‘build material’ is a thermoplastic such as acrylonitrile butadiene styrene (ABS), polycarbonate (PC), nylon, or the bioplastic polylactic acid (PLA). Whatever material is used, it is usually delivered to a print head as a solid, thin strand or ‘filament’ that is then heated into a molten state. Today, material extrusion is the most common 3D printing process. The technology was invented by Scott Crump in 1988, who set up a company called Stratasys to commercialize his invention. Crump chose to name the technology ‘fused deposition modelling’ or ‘FDM’, and patented and trademarked these terms. Hence, while many people use the phrase ‘FDM’ to refer to this kind of 3D printing, only Stratasys actually makes FDM 3D printers. Other manufacturers refer to the same process as ‘thermoplastic extrusion’, ‘plastic jet printing’ (PJP), the ‘fused filament method’ (FFM) or ‘fused filament fabrication’ (FFF). FDM is quick and cost effective method for producing non-functional prototypes. FDM has some dimensional accuracy limitations and is very anisotropic.
_
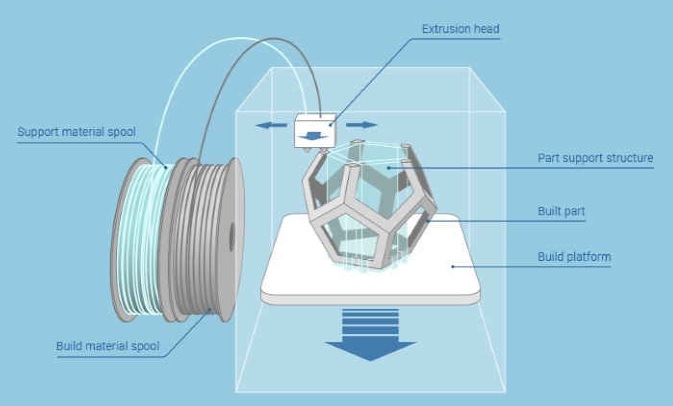
The most popular method of 3D printing right now is called FDM (Fuse Deposition Modelling). It uses PLA (polylactic acid) or ABS (acrylonitrile butadiene styrene) plastics as raw materials. In this method, hot plastic flows out of a nozzle to create layers, with each layer bonding to the previous layer. As each layer is deposited one on top of the other, your 2D layers turn into a 3D object. In FDM, the molten plastic comes out of the nozzle, and this dries up and solidifies in seconds. This technology uses a special software to cut the CAD model into layers and calculate the way the printer extruder will build each layer. The printer will heat the thermoplastic up to its melting point and extrudes throughout the nozzle onto the base to build platform along the calculated path. A computer will translate the dimension of the object into X, Y and Z coordinates and control the nozzle and the base, so that it follows the calculated path during printing. What happens if there is an overhang? Let’s assume we want to print a pyramid. With a bottom-up approach, the printing is quite simple. You have a larger base which becomes smaller as you reach the tip of the top. Now if you have to 3D print the pyramid upside-down (where the tip is down and the large base is on top) then what happens? In this case you will have to use some kind of support so that the entire structure doesn’t fall. The printer will first print the support material, followed by the layer of the structure. The support material is fed to the printer through a different tip. In FDM the support material can be easily removed with the help of water or removed manually with the help to tools. This technology is used in automobile companies like Hyundai and BMW and food companies including Nestle and Dial. FDM technology is simple to use, and it can build complex geometries and cavities. Moreover, it is environment-friendly.
_____
- Vat photopolymerization:
Vat photopolymerization uses a laser or other light source to solidify successive object layers on the surface or base of a vat of liquid photopolymer. The very first commercial 3D printer was based on a vat photopolymerization technique called ‘stereolithography’. This was invented by Charles Hull in 1984, who subsequently founded 3D Systems. Stereolithographic 3D printers (known as SLAs) position a perforated platform just below the surface of a vat of liquid photopolymer. A UV laser beam then traces the first slice of an object on the surface of this liquid, causing a very thin layer of photopolymer to harden. The perforated platform is then lowered very slightly and the process repeats until a complete object has been printed out. Another vat photopolymerization technology is ‘DLP projection’. This uses a projector to solidify object layers one complete cross-section at a time. Continuous direct light processing (CDLP) (sometimes referred to as continuous liquid interface production or CLIP) produces parts in exactly the same way as DLP however it relies on continuous motion of the build plate in the Z direction (upwards). This allows for faster build times as the printer is not required to stop and separate the part from the build plate after each layer is produced. Vat photopolymerization 3D printers are expensive to run due to the cost of their photopolymer resins, but offer very high resolutions and deliver excellent surface quality. Until a few years ago, vat photopolymerization 3D printers themselves remained very expensive. However, there are now several manufacturers — including FormLabs and Photocentric 3D — who offer this kind of hardware for a few thousand or even a few hundred dollars. Vat polymerisation processes are excellent at producing parts with fine details and give a smooth surface finish. This makes them ideal for jewellery, investment casting and many dental and medical applications. Material developments have also allowed the printing of low run injection molds. The main limitations for vat polymerisation are the build size and part strength.
_
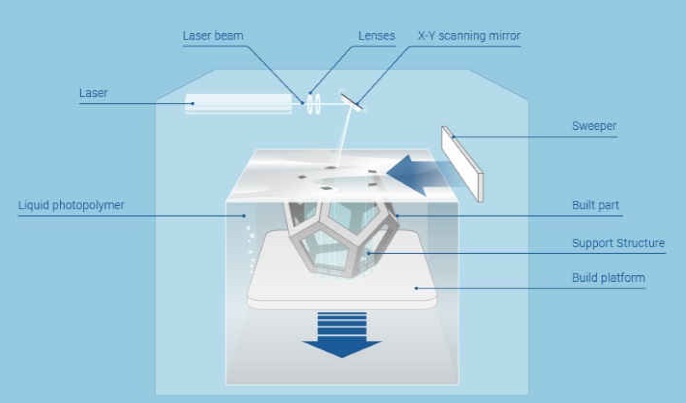
Stereolithography, the technology behind most resin 3D prints, is often referred to as ‘the mother of all 3D printing technologies’ and is considered one of the most widely used techniques for producing high-quality 3D prints.
______
- Material jetting:
Material jetting uses a print head to spray liquid layers that are usually then solidified by exposure to UV light. This again offers very high resolution 3D printing, and is even capable of producing multi-colour and multi-material output by spraying several different materials from a multi-nozzle print head in varying combinations. The latest material jetting 3D printer from Stratasys — the J750 — can fabricate objects out of six different materials (both rigid and flexible) in up to 360,000 colours, and with a 0.014 mm (14 micron) layer resolution. Material jetting remains an expensive 3D printing technology, but the results can be spectacular. In the near future, a new material jetting technology called ‘NanoParticle Jetting’ (NPJ) is due on the market. Developed by Xjet (who also developed the above material jetting technology now owned by Stratasys), this jets solid metal nanoparticles within a liquid suspension, so allowing inkjet-style technology to directly 3D print highly detailed metal parts. Drop on demand (DOD) material jetting printers have 2 print jets; one to deposit the build materials (typically a wax-like material) and another for dissolvable support material.
_
PolyJet printing:
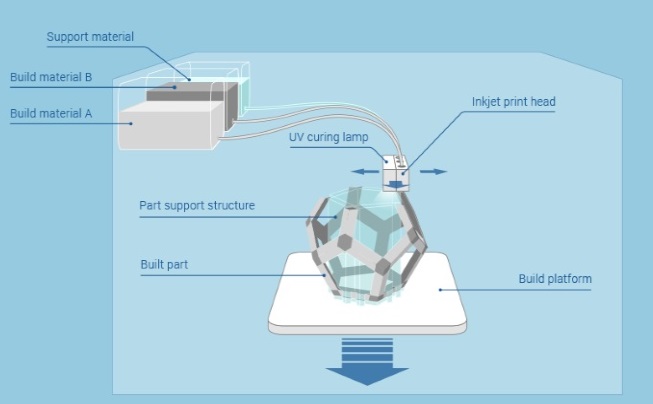
One of the biggest advantages of using polyjet printing method is that it allows multi material or hybrid printing. It also allows you to print multi-colour parts. PolyJet printing is good for printing small accurate prototypes like a tooth-mould, and not suited for large scale models. PolyJet 3D printing finds its application in the dental industry, and could potentially be useful in other similar applications.
_
Material jetting is ideal for realistic prototypes, providing excellent details, high accuracy and smooth surface finish. Material jetting allows a designer to print a design in multiple colors and a number of materials in a single print. The main drawbacks to printing with material jetting technologies are the high cost and the UV activated photopolymers lose mechanical properties over time.
| Technology | Common manufacturers | Materials |
| Material jetting | Stratasys (Polyjet), 3D Systems (MultiJet) | Rigid, transparent, multi-color, rubber-like, ABS-like & heat resistant resins. Multi-material, multi color printing in a single part available |
| NPJ | Xjet | Stainless steel, ceramics |
| DOD | Solidscape | Wax |
_____
- Binder jetting:
Binder jetting is the process of printing a binding agent onto a powder bed to form part cross sections one layer at a time. These layers bind to one another to form a solid part. Binder jetting uses a print head to selectively spray a binder (or in other words glue) onto successive layers of power. Many binder jetting 3D printers spray coloured inks as well as the binder onto their powder layers, so allowing them to produce full colour output. Most commonly the powder used in binder jetting is a gypsum-based composite that needs to have its surface coated after printout if a robust object is required. However, the ProJet 4500 from 3D Systems builds full-colour objects from a durable plastic powder. Yet other binder jetting hardware can build objects by sticking together sand or powdered metals. Where a binder is sprayed onto sand, the final object is used as a sand cast mold or pattern, into which molten metal is poured. Once the metal has cooled solid, the sand is then broken away. Binder jetting is ideally suited for applications that showcase aesthetics and form (architectural models, packaging, ergonomic verification etc.) It is generally is not suited for functional applications where loads will be applied due to the brittle nature of the binder/glue connection.
| Technology | Common manufacturers | Materials |
| Binder jetting | 3D Systems, Voxeljet | Silica sand, PMMA particle material, gypsum |
| Binder jetting | ExOne | Stainless steel, ceramics, cobalt-chrome, tungsten-carbide |
________
- Powder bed fusion (PBF):
Powder bed fusion uses a laser, electron beam or other heat source to selectively fuse successive powder layers. The technology goes by a great many proprietary names, including ‘laser sintering’ (LS), ‘selective laser sintering’ (SLS) ‘direct metal laser sintering (DMLS), ‘selective heat sintering’ (SHS), laserCUSING and ‘electron beam melting’ (EBM). Build materials range from plastics — such as nylon — to metals that include aluminium, copper, steel, nickel alloys, cobalt chrome, iron, titanium and high performance Inconel alloys. It is also possible to create objects using new composite materials such as ‘alumide’, which is a powdered mix of nylon and aluminium. Powder bed fusion is currently both expensive and complex to master. Even so, the technology is starting to be used to produce very high quality industrial parts, including fuel injectors and other aerospace and rocket components. It is also already possible to produce small metal parts on the desktop using a Realizer SLM 50 powder bed fusion 3D printer.
_
Selective Laser Sintering:
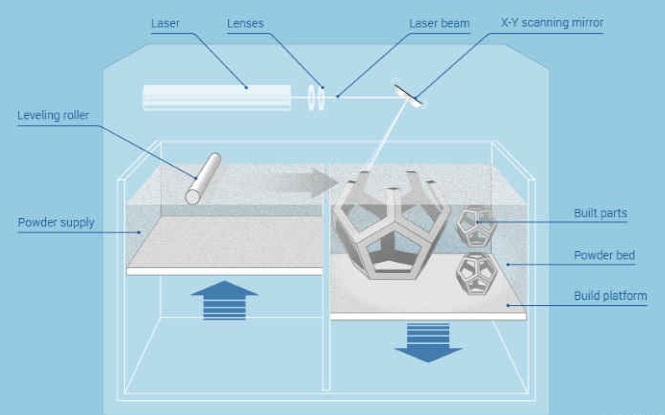
Apart from FDM, another technique that is popular right now is SLS (Selective Laser Sintering). In this method, instead of liquid polymers, the printer uses aluminum or other materials such as polymer-metal powders, steel alloys, nylon, or glass in powered form. A nozzle spays this powder onto the printing surface. The laser in turn fuses the tiny particles layer by layer, turning it into a solid from powder. Excess material doesn’t come in contact with the laser, and is left as it is. This waste can be vacuumed out and reused. The SLS technique finds its application in aerospace industry including UAV manufacture and military hardware. There is no support structure required in case of Selective Laser Sintering. A minor drawback of this method is that the final product does not have a high quality surface finish. It can have a rough and porous surface depending upon the material used. The end-product is not very strong due to the presence of structural defects such as impurities, and gaps where the laser can’t reach. Despite this, it’s a very popular technique today, because of the range of materials supported, and the reliability of the method. It might not be ideal for small office or home use, as the initial cost is quite high, but some experts say SLS is a better option for manufacturers if they are looking for ready to use functional parts. It’s for this reason that Boeing, for example, used a mixture of SLS and FDM printers to build a drone. In the future, don’t expect every home to have one of these, but specialised shops, studios, and manufacturers will likely have use for SLS printers.
_
Selective laser melting (SLM):
This technique also uses CAD data and builds a 3D object through a high-power laser beam that fuses and melts metallic powders. Several sources consider SLM as a subcategory of SLS but the two technologies have major differences. The SLM processes fully melt the metal into solid 3D parts, unlike selective laser sintering. The fine metal powder is evenly distributed onto the plate and a high laser energy will be directed into it to fuse each slice of 2D layer image. The energy is so strong that the metal powder melts and forms a solid object. The process repeats for the next layer until the product is complete. SLM uses the following metals: stainless steel, titanium, cobalt chrome, and aluminum. SLM is widely used in objects with complex geometries and structures with thin walls and hidden voids or channels. This technology is used in aerospace manufacturing and medical xanax orthopedics but it is not widely distributed among households.
_
Electronic Beam Melting (EBM):
This technology is another type of additive manufacturing for metal parts. It is similar to SLM as it also uses a powder bed fusion technique. However, instead of using a high-power laser beam as its power source, it uses an electron beam. This is the main difference between the two, the rest of the process is the same. EBM is slow and expensive compared to SLM. Also, the materials are limited. Most materials used are commercially pure titanium, Inconel 718 and Inconel 625. This technology focuses on medical implants and aerospace area.
_
Multi jet fusion:
Multi jet fusion (MJF) works in a similar method to other PBF technologies with one extra step added to the process; a detailing agent. A layer of build powder is first applied to a work area. A fusing agent is then selectively applied where the particles are to be fused together followed by a localised detailing agent that is administered where the fusing action needs to be reduced or amplified. The detailing agent reduces fusing at the boundary of the parts to produce features with sharp and smooth edges. The work area is then exposed to fusing energy to solidify the powder particles. The process is then repeated layer by layer until a complete part has been formed.
_
PBF technologies offer a lot of design freedom (typically no need for support) allowing for complex geometries to easily be built. Parts typically possess high strength and stiffness with a large range of post processing methods available meaning that often PBF is used to manufacture end parts. The limitations of PBF often center around surface finish (surface porosity and roughness), part shrinkage or distortion and the challenges associated with powder handling and disposal.
| Technology | Common manufacturers | Materials |
| SLS | EOS, Stratasys | Nylon, alumide, carbon fibre-filled nylon, PEEK, PrimePart (flexible) nylon |
| SLM/DMLS | EOD, 3D Systems, Sinterit | Aluminium, titanium, stainless steel, nickel alloys, cobalt-chrome |
| EBM | Arcam | Titanium, cobalt-chrome |
| Multi jet fusion | HP | Nylon |
_____
- Directed energy deposition (DED):
Directed energy deposition uses a laser or other heat source to fuse a powdered build material as it is being deposited. Unlike in powder bed fusion, here the powdered build material is deposited from a nozzle into a high power laser or electron beam that fuses it into solid metal. Build materials include steel, copper, nickel and titanium. The technology is also unique in that it can be used not only to create new parts, but also to fuse metal back on to existing parts, such as worn or otherwise damaged turbine blades. Laser engineered net shape (LENS) technology utilises a deposition head comprising of laser optics, powder nozzles and inert gas tubing to melt powder as it is deposited building up a solid part layer by layer. The substrate is typically a flat metal plate that the part is built up upon or an existing part that material is added to. The laser creates a molten pool on the build area and powder is sprayed into the pool, melting and then solidifying. Electron beam additive manufacture (EBAM) is used to create metal parts using metal powder or wire welded together using an electron beam as the heat source. Producing parts in a similar fashion to LENS, electron beams are more efficient than lasers and operate under a vacuum with the technology originally being designed for use in space. DED technologies are used exclusively in metal additive manufacturing. The nature of the process means they are ideally suited for repairing or adding material to existing components (such as turbine blades). The reliance on dense support structures make DED not ideally suited for producing parts from scratch.
| Technology | Common manufacturers | Materials |
| LENS | Optomec | Titanium, stainless steel, aluminium, copper, tool steel |
| EBAM | Sciaky Inc | Titanium, stainless steel, aluminium, copper nickel, 4340 steel |
______
- Sheet lamination:
Sheet lamination sticks together sheets of cut paper, plastic or metal. For example, 3D printers manufactured by Mcor create their output from standard reams of copy paper that can also be sprayed with colour inks to create incredibly detailed colour models, such as the bowl of fruit. Meanwhile, Fabrisonic use an ultrasonic welding process to fabricate objects from sheets of metal foil.
Laminated Object Manufacturing (LOM):
Helisys Inc., a California-based company, develops this rapid prototyping system. During LOM process layers of adhesive-coated paper, plastic or metal laminates are fused together through heat and pressure. Then, they are cut into shapes with computer-controlled laser or knife. The post-processing of 3D printed parts includes machining and drilling.
______
______
3D Printing Technologies Comparison:
| Technology | Additive Manufacturing Process | Advantages | Disadvantages | Plastic based material | Metal or Brass | Resin | Multicolour |
| Fused Deposition Modelling | Material Extrusion | Strong Parts Easy to print yourself |
Poorer surface finish and slower Requires support structures |
Yes | |||
| Selective Laser Sintering | Powder Bed Fusion | No support required High Heat and Chemical Resistant High speed |
Precision limited to powder particle size Rough surface finish |
Yes | |||
| Direct Metal Laser Sintering | Powder Bed Fusion | High-density components Intricateness |
Finishing step is a mandatory | Yes | |||
| Electron Beam Melting | Powder Bed Fusion | Good printing speed Less distortion |
Needs finishing Caution required when dealing with X-Ray |
Yes | |||
| Stereolithography | Photopoly- merisation | Complex Geometries Detailed parts Smooth Finish |
Post-finishing required Requires Support structures |
Yes | |||
| Digital Light Processing | Photopoly- merisation | Concurrent production Complex shapes and sizes High precision |
Thickness limitation Limited range of materials |
Yes | |||
| Continuous Liquid Interface Production | Photopoly- merisation | Concurrent production Complex shapes and sizes High precision |
Thickness limitation Large choice of resins simulating different properties |
Yes | |||
| Multijet et Polyjet | Material Jetting | Good precision Good surface finish Use of multiple materials and colours No removal of support material |
Slow Build Process | Yes | Yes | ||
| Binder Jetting | Jetting | Lower Price Enables colour printing High speed |
Limited choice of materials Fragile parts |
Yes | |||
| Selective Deposition Lamination | Sheet Lamination | Lower Price No toxic materials Quick to make large parts |
Less accurate Non-Homogenous parts |
Yes |
______
3D printing materials PLA, ABS and PVA:
3D printing can involve different types of materials such as thermoplastic polymer, powder, metal, UV curable resin, etc. Currently, nearly all 3D printing is performed by using thermoplastics. Thermoplastics are characterized by their ability to be molded or formed when the material is within an appropriate temperature gradient. There is a wide range of thermoplastics used, including VPAs, Nylons, Ethylenes, and Polycarbonates. However, the vast majority of 3D printing is done with two main types of thermoplastics, PLA and ABS. PLA, or Polylactic acid, is perhaps the most popular material source for 3D printing hobbyists. The material is primarily composed of corn starch and sugar cane and is known for its environmentally friendly impact. ABS, or Acrylonitrile Butadiene Styrene, is the most common type of thermoplastic for 3D printing beyond the hobbyist level. In fact, for professional 3D printing, ABS all but completely dominates the field of thermoplastics. The benefits of ABS are many and diverse. ABS is inexpensive and includes more post process options than PLA. Furthermore, since ABS can be both molded and extruded, it can be implemented in a very versatile range of designs (3D Printing Industry). Unfortunately, there are several problems associated with ABS thermoplastics. First, ABS riddles when exposed to UV radiation, causing ABS models to quickly drop in quality when exposed to sunlight for long periods of time. Although the final product is not overly expensive, ABS is oil-based and production comes at a high energy cost. 2 kg of oil are necessary to produce 1 kg of ABS plastic. Given that this plastic makes up nearly all professional 3D models, one can quickly imagine how much oil consumption ABS production requires. Also, ABS releases toxic fumes when it is heated to the necessary levels for the phase change to occur. These toxic fumes are not particularly environmentally friendly and prove to be a safety hazard without proper ventilation. Finally, ABS suffers from many of the downfalls that all thermoplastics suffer from. In general, thermoplastics are inaccurate, lack material strength, are temperature sensitive, unreliable, and are overall unfit for many roles beyond prototyping. New materials continued to be developed for 3D printing, and these new materials expand far beyond the scope of just thermoplastics. In particular, significant advancement has been done regarding metal-based printing materials. In fact, many 3D printing dealers already sell metal-based inks, called direct metal laser sintering (DMLS). However, DMLS is still relatively new and the scope is largely limited by large costs and incapability with the vast majority of 3D printing systems.
_
Polyvinyl Alcohol Plastic (PVA) is a water-soluble plastic. PVA is most commonly used as a glue, thickener or packaging film. In the world of 3D printing, PVA isn’t necessarily used to make the finished product, but rather to create a support structure for portions of a product that may warp or collapse during the printing process. In printers with two or more extruders, the user can employ one or more extruders to create a support structure of PVA while the others work to create the actual product out of other materials. When the printing is done, the finished and cured product can be dunked in water until the PVA support structure dissolves away.
_
3D Printing Materials: The Pros and Cons of Each Type:
| Type | Pros | Cons | Cost per kg |
| ABS | Tough; Common; Non-toxic | High melting point; Unpleasant fumes | $20 to $50 |
| PLA | Easy to print with; Biodegradable | Prints degrade over time; Rough texture | $20 to $50 |
| PVA | Water soluble; Fairly easy to print | Expensive; Risk of toxic fumes | >$100 |
| Nylon | Tough; Inexpensive | High temperature requirement | $18 |
| HDPE | Easy to dissolve; Lightweight | High temperature requirement | $30 |
| T-Glase/PETT | Food-safe; Glass-like look | Slow to print; Heated printing bed needed | $30 |
| Wood Filament | Attractive wood-like look | Finicky to use; Requires sanding | $60 to $100 |
| Metal Filament | Attractive metal-like finish | Finicky to use; Expensive | $75 to $120 |
| Carbon Fiber Mix | Mimics carbon fiber’s lightweight strength | Tough on extruders; Expensive | $50 to $120 |
| Flexible Filament | Produces flexible prints | Requires tinkering with the printer | $50 to $120 |
____
____
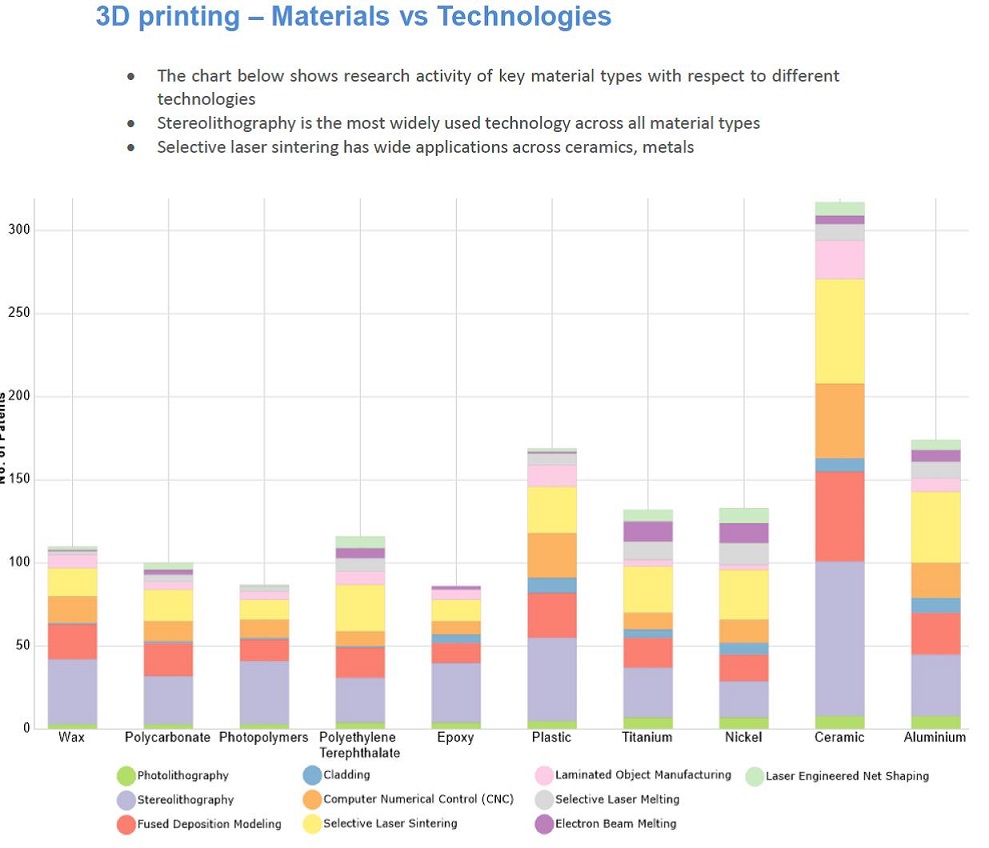
_____
_____
Graphene 3D printing ink:
Since its discovery little more than a decade ago, the two-dimensional (2D) allotrope of carbon—graphene—has been the subject of intense multidisciplinary research efforts. These efforts have not only revealed the exceptional electrical, mechanical, thermal, and biological properties of graphene, but have also lead to the discovery of an entire class of 2D materials with unique and potentially highly advantageous properties. As the knowledge and understanding of graphene and its properties has grown, so too has the interest in elevating this material from a scientific curiosity to a material that can be widely and readily applied to a broad range of applications and devices. The growing interest in graphene has led to commercial efforts to produce graphene and its derivatives at scale. As a result, graphene is now available in a variety of forms, including unmodified and modified powders, films, liquid suspensions, and more. More recently, the development and availability of new, easy-to-utilize graphene-based 2D and three-dimensional (3D) printing inks provide researchers with the necessary tools to develop and engineer graphene-based devices and applications in many areas such as flexible electronics and sensors, bioelectronics, and nerve, muscle, and bone tissue engineering constructs and devices.
_
2D vs. 3D Graphene Printing Inks:
It is important to distinguish between 2D inks intended for the fabrication of planar devices and 3D inks intended for the fabrication of volumetric constructs and devices.
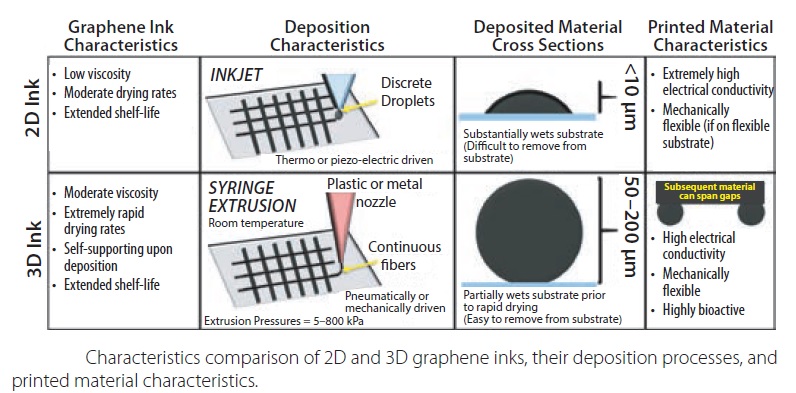
Figure above shows comparison of 2D and 3D graphene inks, their deposition processes, and printed material characteristics.
_
Graphene has demonstrated substantial promise for 3D materials fabrication. For example, an extensive variety of graphene-containing composite foams, hydrogels, and thermoplastics are already in use. 3D printing graphene inks are a new class of graphene materials that can be utilized to rapidly create user-defined 3D graphene structures. 3D printing graphene inks and related materials employ an evaporation driven solidification mechanism, whereby an ink is formulated by dissolving a polymer in a fast-evaporating solvent such as chloroform or dichloromethane. The ink is extruded at ambient or near ambient temperatures and rapidly solidifies as the solvent evaporates and the polymer comes out of solution. These 3D inks are user friendly, easily printable, print very rapidly, and exhibit highly advantageous functional materials properties.
______
Cellulose 3D Printing Ink:
Cellulose is the main building block of plant material, and it may become the main building block of many 3D printed items, as well. The all-natural, eco-friendly, abundant material has been of interest to many scientists studying 3D printing. The cellulose biopolymer consists of glucose chains organized in long, fibrous structures. In certain places, the cellulose fibrils show a more ordered structure. The places with a higher degree of order appear in a more crystalline form. And it is these sections that can be purified with acid. The result is cellulose nanocrystals, or tiny rod-like structures that are 120 nanometers long and have a diameter of 6.5 nanometers. Those crystals are what the researchers used to create a new, more environmentally friendly 3D printing ink. The mechanical properties of the material, in addition to its natural base, make it highly appealing for a number of applications. The cellulose crystals, which can be obtained from numerous different sources including plants and bacteria, differ from each other morphologically and in size, but not in their properties, so they’re an abundant resource. The automobile and packaging industries could benefit from using the material, which is versatile and can be chemically modified if necessary during the 3D printing process. However, the most important applications are biomedical ones such as implants or prostheses.
____
____
Cost of 3D printer:
Historically, 3-D printing has been an expensive technology. PTCAM’s SLA used to cost in excess of $250,000; the liquid plastic used to cost about $800 per gallon. Organizations that owned this type of equipment would sell stereolithography services to others or allow companies to purchase blocks of time to use the equipment. In February 2011, 3D Systems’ ProJet CPX 3000was selling for $79,999 and it could produce highly-detailed models up to 11.75 inches by 7.3 inches by 8 inches (298 millimeters by 185 millimeters by 203 millimeters) . That price doesn’t include the required VisiJet CPX200 Wax Build Material, which costs $975 for a 4-cartridge case. Dimension 3-D printers from Stratasys, Inc., demonstrate how 3-D printing can be even less expensive. The Dimension Elite printer, for example, can create production-grade plastic models up to 8 inches by 8 inches by 12 inches (203 millimeters by 203 millimeters by 305 millimeters) starting at $29,900. In addition, the ABS Plus plastic printing material, required for use in the Dimension Elite, comes in nine different colors and can be used even in Stratasys’ desktop-sized uPrint printers, priced from $14,900. Not only is 3-D printing getting cheaper within its own category, it’s also a more cost-effective way to produce products previously made using other technologies. For example, Solidscape targets dental labs for some of its small 3-D printers. These models cost $30,000 to $60,000, and build and support materials cost a few hundred dollars more. These and other types of 3-D printers can craft molds for crowns, bridges and dentures faster and with greater accuracy than older methods, increasing a dental lab’s productivity.
_
Of course, 3D printing in the early days was very expensive and not feasible for the general market. As we moved into the 21st century, however, costs drastically dropped, allowing 3D printers to find their way to a more affordable market. The cost of 3D printers has even decreased in the years from 2010 to 2013, with machines generally ranging in price from $20,000 just three years ago, to less than $1,000 in the current market. Some printers are even being developed for under $500, making the technology increasingly available to the average consumer. As of October 2012, additive manufacturing systems were on the market that ranged from $2,000 to $500,000 in price and were employed in industries including aerospace, architecture, automotive, defense, and medical replacements, among many others. For example, General Electric uses the high-end model to build parts for turbines. Many of these systems are used for rapid prototyping, before mass production methods are employed.
_
Desktop 3D printer:
The ability for enterprise employees to produce a small replacement part, create a prototype, or develop a usable product via a 3D printer directly at their desks was historically viewed as a hopeful wish, yet unattainable due to cost and physical printing restrictions. Until recently, most professional users would, justifiably, dismiss desktop printing due to machine and part quality. However, recent innovations and increased accessibility within the market have made the notion of desktop 3D printing a reality that’s completely changing the way many businesses work—revolutionizing productivity and workflow. The professional additive-manufacturing crowd is adopting desktop 3D printers more than ever before—not just for prototyping, but also for tooling. Innovation in desktop 3D printing has made the technology vastly more accessible in the professional environment enabling businesses and educational institutions to quickly and cost-effectively print with industrial-grade materials. Higher education has proven to be a major buyer of desktop and professional 3D printers which industry experts generally view as a positive indicator. Significant desktop 3D printer purchases by both K-12 and universities help sustain a desktop 3D printer market. Libraries around the world have also become locations to house smaller 3D printers for educational and community access. Several projects and companies are making efforts to develop affordable 3D printers for home desktop use. Much of this work has been driven by and targeted at DIY /Maker /enthusiast / early adopter communities, with additional ties to the academic and hacker communities. We’re already seeing these desktop machines displacing 3D-printing systems that cost tens of thousands of dollars. U.K.-based market research firm CONTEXT found that the sub-$5,000 personal/desktop 3D-printer category, representing the major part of total units sold, grew +15% year-over-year in the first half of 2016. Due to significant cost reduction in technology and materials, along with the technology’s versatility, companies are moving beyond prototyping to tooling and low-volume manufacturing. Across its use cases, desktop 3D printers streamline production and help achieve better efficiency in manufacturing. According to Gartner, 3D printing will reduce new product introduction timelines by 25% by 2020, and 75% of manufacturing operations worldwide will be using 3D-printed tools, jigs, and fixtures made in-house or by a service bureau to produce finished goods. The cost of 3D printers has decreased dramatically since about 2010, with machines that used to cost $20,000 now costing less than $1,000. The key to market success with the sub-$1000 machines will be the same as they are today with document printers. The real money will be in the consumables, not the machines themselves. Companies such as 3D Systems, Stratasys, and Z Corp. understand this important concept and are working hard to expand their numbers of customers.
_
PC compatible 3D printer:

Since there is great anticipation that 3D printing will soon be practised by people in the comfort of their homes, all 3D printers are being modified to be PC compatible. So all you’ll be doing is designing your object from your PC then quickly printing it from your 3D printer.
_
Large 3D printers:
Large 3D printers have been developed for industrial, education, and demonstrative uses. A large delta-style 3D printer was built in 2014 by SeeMeCNC. The printer is capable of making an object with diameter of up to 4 feet (1.2 m) and up to 10 feet (3.0 m) in height. It also uses plastic pellets as the raw material instead of the typical plastic filaments used in other 3D printers. Another type of large printer is Big Area Additive Manufacturing (BAAM). The goal is to develop printers that can produce a large object in high speed. A BAAM machine of Cincinnati Incorporated can produce an object at the speeds 200-500 times faster than typical 3D printers available in 2014. Another BAAM machine is being developed by Lockheed Martin with an aim to print long objects of up to 100 feet (30 m) to be used in aerospace industries.
____
Self-replicating 3D printer:
The idea of robots creating robots is a fascinating yet potentially scary one. Some people see the future of production being run by robots and robotic devices, all teaming to create products for human beings as well as replicas of themselves. One of the questions that many people often ask when referring to 3D printing is if you can actually 3D print another 3D printer. The answer is a difficult one, as it is possible to 3D print the plastic parts of another 3D printer, but it isn’t possible to 3D print all of its electronics (not yet at least). The RepRap Project was created years ago, with this very idea in mind. The RepRap project started in England as a University of Bath initiative to develop a low-cost 3D printer that can print most of its own components, but it is now made up of hundreds of collaborators worldwide. RepRap is short for replicating rapid prototyper. As an open design, all of the designs produced by the project are released under a free software license, the GNU General Public License. Due to the ability of the machine to make some of its own parts, authors envisioned the possibility of cheap RepRap units, enabling the manufacture of complex products without the need for extensive industrial infrastructure. They intended for the RepRap to demonstrate evolution in this process as well as for it to increase in number exponentially. A preliminary study claimed that using RepRaps to print common products results in economic savings.
Self-replicating 3D printer could help construct a lunar base:
Scientists from a university in Canada are developing a new 3D printer which can make copies of itself using lunar material. The idea is to send one such printer to the moon where, with the abundance of material, the printer would make thousands of copies of itself. Once enough copies have been made, the printers would focus on equipment and infrastructure for humans. Self-replicating machines will be transformative for space exploration because it effectively bypasses multiple launch costs.
______
______
4D printing:
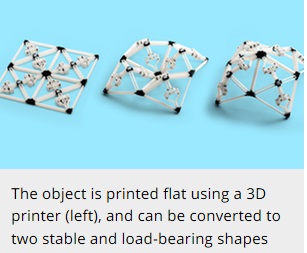
Shape-morphing systems can be found in many areas, including smart textiles, autonomous robotics, biomedical devices, drug delivery and tissue engineering. The natural analogues of such systems are exemplified by nastic plant motions, where a variety of organs such as tendrils, bracts, leaves and flowers respond to environmental stimuli (such as humidity, light or touch) by varying internal turgor, which leads to dynamic conformations governed by the tissue composition and microstructural anisotropy of cell walls.
_
The term 4D printing was first coined by TED professor Skylar Tibbits in his February, 2013 speech at the MIT Conference. At the Massachusetts Institute of Technology, Tibbits and researchers from the firms Stratasys and Autodesk Inc were trying to come up with a way of describing the objects they were creating on 3D printers—objects that not only could be printed, but thanks to geometric code, could also later change shape and transform on their own. The name stuck, and now the process they developed—which turns code into “smart objects” that can self-assemble or change shape when confronted with a change in its environment—could very well pop up in a number of industries, from construction to athletic wear. 4D printing allows a printed structure to change its form or function with time in response to stimuli such as pressure, temperature, wind, water, and light.
_
A definition of 4D printing could be:
“The use of a 3D printer in the creation of objects which change/alter their shape when they are removed from the 3D printer. The objective is that objects made self-assemble when being exposed to air, heat or water, this is caused by a chemical reaction due to the materials utilised in the manufacturing process.”
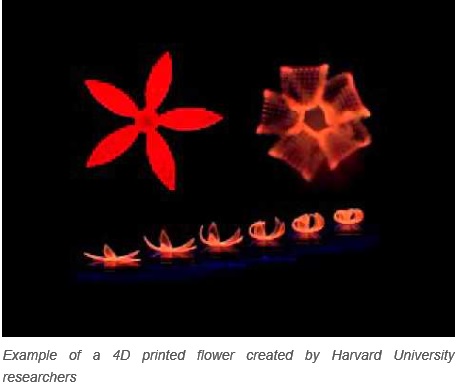
_
The rapidly decreasing cost, improved software design, and increasing range of printable materials have helped to bring about a new technology called four-dimensional (4D) printing. 4D printing provides printed objects with the ability to change form or function with time according to various stimuli such as heat, water, current, or light. The essential difference between 4D printing and 3D printing is the addition of smart design, or responsive materials that cause time-dependent deformations of objects.
_
Think of 4D printing as the same as 3D printing with the addition of time. By adding time to 3D printing the concept of 4D printing is born. This enables objects to be pre-programmed in various ways to react to a range of different stimuli. In 3D printing a structure is built out of many layers of material; in 4D the extra dimension is time. Printed 4D objects self-assemble, they move, change shape, they respond to stimuli. 4D printing allows the manufacture of objects that transform with time. This essentially means that objects can be “programmed” to behave in certain manner without the use of complex electronics. This is like Robotics without wires or motors. The secret of 4D printing lies in the special materials it uses. These materials have the unique property of self-deformation (or self-transformation) when exposed to certain environmental stimuli such as water and heat. Scientists have been researching such Self-Evolving Materials for several years.
_
Potential applications for 4D printing:
Applications of 4D printing are particularly suited to changes in environmental circumstances:
- Architecture – Buildings which are delivered in a flat pack form but entirely self-assemble when the right stimuli are added. Self-assembling buildings is a dazzling prospect of 4D printing. Imagine an extremely long strand of 4D printing material transforming into a Complete Building in a matter of hours. Such 4D buildings would be indispensable for travellers and soldiers and may even find use in the construction industry.
- Clothing – Clothes and footwear which alter their change and function (e.g. clothes which naturally adapt/change to the size/contours of the wearer). An example is shoes which become waterproof during rain or react to other external atmospheric conditions. Military clothing, e.g. clothes which camouflage, cool, and/or insulate soldiers by reacting to different input environments
- Food – The 4D printing of food using a number of techniques
- Health – Multiple applications including nanotechnology uses:
-There is the possibility of inserting implants into the human body, which self-deform to a plan when inserted with surgical intervention (e.g. cardiac tubes)
-Using 3D printers injected with stem cells to print slices of liver and other organs
-Using 3D printers to print skin, the shape of which changes overtime depending on conditions
- Home appliances – Products in the home, such as a chair which upon purchase self-assembles through heat stimuli applied by a home hairdryer
- Transport – Roads which self-heal potholes
- Plumbing — Many 4D printing materials require water for their transformation. This makes these materials perfect for plumbing and sewage structures. In fact, Self-Assembly Lab is working with a Boston company, Geosyntec to make 4D printed pipes which will have the ability to expand or contract depending on the amount of water passing through them.
- Space: The prospects of such “programmable” self-transforming materials are numerous. According to Professor Tibbits, 4D printing will first find use in extreme environments such as space. Manufacturing objects or building structures in space is nearly impossible because of zero gravity and extreme temperatures in space. 4D printing can solve this problem. Instead of Manufacturing New Objects in Space, astronauts can simply take 4D printed objects with them which can transform into desired objects/structures despite the harshness of space. A possible aerospace application is using 3D printers to build solar panels that would power space satellites. The panels could be built flat and stored compactly during launch, and then transformed to 4D dimensions in space.
As 3D printing technology continues to evolve with more complex, printable materials and higher resolutions at larger scales, it is very likely that 4D printing will provide new ways to create highly functional, complex surfaces that could revolutionize engineering.
______
______
5D printing:
5D Printing has been used to describe the use of magnetic fields during the process of orienting particles in the deposited medium (inside the material being deposited) in a layered manufacturing (3D printing process). It has been described as:
Multimaterial magnetically assisted 3D printing system (MM-3D printing)
Researchers of Complex Materials at ETH Zürich have developed a 3D printing method for designing composite materials with exquisite microstructural features that until now have only been seen in biological materials grown in nature. By utilizing this ‘multimaterial magnetically assisted 3D printing system’ (MM-3D printing), the team has effectively gone beyond 3D shaping capabilities to access a five-dimensional design space. The results of this process are multifunctional shape-changing soft devices that could be used to create mechanical means for joining parts in the human body such, as tendons and muscles, or for selective pick-and-place systems in soft robotics. Inspired by the elaborate heterogeneous architectures found in natural materials—such as plants who change their shape in response to environmental triggers—the researchers have devised “an additive manufacturing route that enables programming and fabrication of synthetic microstructures within a five-dimensional design space. Besides the 3D shaping capabilities of additive manufacturing, such a design space also includes local control of composition (+1D) and particle orientation (+1D).
_
5D programmability is achieved by utilizing inks consisting of magnetically responsive anisotropic stiff particles suspended in a light-sensitive liquid resin of tunable composition. Such inks are deposited using a direct-writing approach in a commercial 3D printer, customized to enable particle alignment using a low-cost neodymium magnet. The printer is equipped with four independently addressable syringes that can be charged with inks with different formulations. A two-component mixing and dispensing unit is also integrated into the printer to enable a gradual change in the ink composition during the printing process. Loading the two-component dispenser and the individual syringes with inks containing different initial particle contents and resin compositions allows for local control over the relative concentrations of building blocks in the printed layers. The initially non-magnetic particles are made magnetically responsive via the adsorption of iron oxide nanoparticles on their surface before the formulation of the ink. Control of the orientation of anisotropic particles is possible by applying a low external magnetic field to the printed layer before consolidation of the continuous fluid phase by light. To gain spatial control of the local orientation of particles in a printed layer, authors use masks of desired patterns during the curing process.
_____
_____
3D printing, Internet and IoT:
_
3D Printing and Internet connection:
Many 3D printers have internet connection. In fact, the only way you can initiate a print on one of the printers, the $399 MOD-t, is via a webpage. The other printers have both mobile apps and local PC-based apps for monitoring and initiating prints. While there may be some value in initiating a 3D print remotely, the ability to look at live video of a print process is invaluable. Prints, particularly complex or large prints, sometimes run into problems. It’s nice to be able to keep an eye on the printers, much as you would a baby cam or a pet cam, just to see if they’re getting into trouble. There is, however, a double-edged sword to having internet-enabled 3D printers. Like other IoT devices, they may open potential back doors for hacking and breaches. Many 3D printers use Arduino-level single board computers, which can generally only run one program at a time. Other printers, like the Ultimaker 3, have full general purpose computers inside.
3D Printing through Internet:
Replicape connects a 3D printer to the internet. Supplementing open source here is Python language which has been used to code Replicape. Through Python one can customize the printer and get the 3D output just as he likes. Besides being an open source hardware and software, this cape is filled with some interesting features. The internet is the ultimate paradise for design and data and once a 3D printer connects to it, the wonder flows down right to your desk. A great tool for education and instant designing, Replicape does a good job in giving 3D printing faster data retrieval through the internet.
___
Why look at the IoT and 3D printing together?
3D printing technology is becoming increasingly popular in the automotive, electronics, and healthcare industries, to name a few, and the IoT can play an important role in ensuring quality control by connecting big data analytics to 3D printing through the strategic use of embedded sensors. The IoT involves a constantly-growing number of sensors and devices gathering every possible bit of data about human behaviour and interaction, and allowing businesses to gather information about how their products behave, and use it to understand and predict future behaviours. By placing sensors to collect and analyse manufacturing information to detect production problems in real time, the technology can identify factors such as temperature and structural integrity that help improve the quality of output coming from the manufacturing floor. This is something that is already being applied by companies such as GE Aviation in the aerospace industry. Combining the two revolutions – digital manufacturing and big data – is starting to equip a multitude of industries with tools that can revolutionise the way processes are monitored, analysed and improved to enhance the quality of products.
___
IoT and 3D printing might look like the greatest marriage of two buzzwords in the history of tech. The internet of things, after all, unlike the internet of applications and data, takes up 3D space and uses physical materials, including the electronics that control devices and carry their data home. The ability of 3D printers to produce one-offs from CAD designs cheaply and quickly promotes experimentation and is therefore a boon to designers. It should not surprise, then, that in the past few years we’ve begun to see the convergence of IoT and 3D printing, with 3D printing applied to the prototyping and even manufacturing of circuitry and printed circuit boards, much of it for IoT devices. Today you don’t have to wait a week to get a printed circuit board (PCB) made – you can just print it. For IoT, this is the foundation of a new way to make and prototype objects. In terms of current users, 3D printing of PCBs today is generally done in research labs in enterprises and universities, defense industries, and among bleeding-edge, experimental electronics designers. Many of these users are now designing boards for riskier project ideas than they otherwise could, simply because an in-house DIY prototyping machine saves them serious time and money.
_
3D printing IoT devices:
It looks like the Internet of Things (IoT) is reaching into the field of additive manufacturing. As developers seek to create more networked products to sense, collect, analyze and communicate data, new technologies, such as additive manufacturing are being used. While IoT applications are varied, the common requirement for such “smart connected devices” is an inherent need for sensors (“smart”) and antennas (“connected”). Emerging 3-Dimensional “Direct Write” 3D Printing approaches for creating antennas and sensors enable rapid design and prototyping, reduce manufacturing steps and associated costs, and broaden the choice of materials for producing smart, connected devices on target substrate shapes and materials.
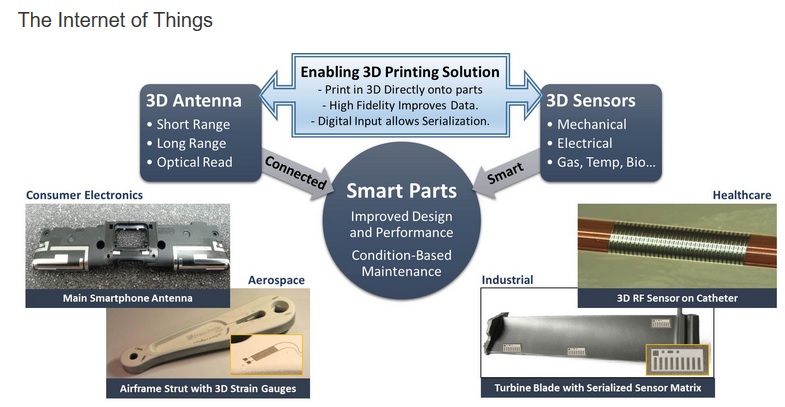
Figure above shows 3D Printed sensors and antennas for Internet of Things applications.
____
Seeing Inside Things: 3D tag:
Researchers at Carnegie Mellon and Microsoft Research may have a solution that will bring 3D printing and the Internet of Things together without the limitations of RFID or visual encoding. Using 3D printing, researchers can build unique three-dimensional codes right inside the material of the object. Once embedded within the device, the 3D tag, known as an InfraStruct, can then be read with the use of a terahertz scanner, a device that uses the part of the electromagnetic spectrum that lies between infrared and microwave light. Terahertz scanning is already used right now in medical imaging devices. The ability to directly embed readable codes directly within objects would mean that any object created in such a fashion could immediately be a part of the Internet of Things. The example used by Carnegie Mellon’s Karl D.D. Willis for the InfraStruct project was a robot equipped with a terahertz scanner that could seek out and find an encoded object. That might be a vacuum cleaner trying to avoid some toys on the floor, or a factory robot seeking the exact part it needs to deliver to the assembly line. For all kinds of robotics applications, that kind of functionality would be phenomenal. This kind of scanning technology could even be used for the printed-on-demand medical devices. Specialized stress markers could be built into the device using a modified InfraStruct technique, just as an ID maker can be embedded. If an implanted 3D-printed device were to become damaged or fatigued, its built-in markers would become distorted—something easily picked up by a regular terahertz scan. That fact, in turn, could then speed through the Internet of Things, where Big Data algorithms would spot the anomaly, print a replacement, and schedule an operation to insert the new item.
_
Soft actuators:
An actuator is a mechanism for turning energy into motion. The data that is generated by sensors and actuators play an important part in the Internet of Things (IoT). 3D printed soft actuators is a growing application of 3D printing technology which has found its place in the 3D printing applications. These soft actuators are being developed to deal with soft structures and organs especially in biomedical sectors and where the interaction between human and robot is inevitable. The majority of the existing soft actuators are fabricated by conventional methods that require manual fabrication of devices, post processing/assembly, and lengthy iterations until maturity in the fabrication is achieved. To avoid the tedious and time-consuming aspects of the current fabrication processes, researchers are exploring an appropriate manufacturing approach for effective fabrication of soft actuators. Thus, 3D printed soft actuators are introduced to revolutionise the design and fabrication of soft actuators with custom geometrical, functional, and control properties in a faster and inexpensive approach. They also enable incorporation of all actuator components into a single structure eliminating the need to use external joints, adhesives, and fasteners.
_
In a nutshell, 3D-printing and IoT are complementary technologies. IoT improves the 3D-printing technology while 3D-printing helps manufacture new and more effective connected devices.
______
______
3D printing and nanotechnology:
_
Microscale and nanoscale 3D printing:
Microelectronic device fabrication methods can be employed to perform the 3D printing of nanoscale-size objects. Such printed objects are typically grown on a solid substrate, e.g. silicon wafer, to which they adhere after printing as they are too small and fragile to be manipulated post-construction. In one technique, 3D nanostructures can be printed by physically moving a dynamic stencil mask during the material deposition process, somewhat analogous to the extrusion method of traditional 3D printers. Programmable-height nanostructures with resolutions as small as 10 nm have been produced in this fashion, by metallic physical vapor deposition Mechanical piezo-actuator controlled stencil mask having a milled nanopore in a silicon nitride membrane. Another method enhances the photopolymerization process on a much smaller scale, using finely-focused lasers controlled by adjustable mirrors. This method has produced objects with feature resolutions of 100 nm. Micron wide, millimetre long copper wires have also been printed using lasers.
_
3D multiphoton lithography:
The key ingredient to 3D multiphoton lithography is a process called two-photon absorption. By coating wafers with a special polymer called DAPB (di-n-butylaminobiphenyl), a laser can solidify very fine features, since the polymer only becomes insoluble at the precise focal point of the laser. The laser cross-links the polymer, which is a process of making bonds between polymer chains that leads to the formation of a highly interconnected network of polymer. This process renders the cross-linked material insoluble. After etching off the remaining polymer, nanoscale 3D structures remain on the surface, acting as a mask for patterning wafers. Besides fabricating specialized silicon chips, the technique can be used for applications like microstructuring optical surfaces.
_
Plastic circuits:
Today semiconductors are manufactured by conventional electron beam lithography equipment costing from 1.5 million dollars to 30 million dollars for each; and a system that can print 3D electronics on a nano scale might go up to 500,000 dollars- that’s how 3D printing technology can massively drive the Internet of Things. Belgian nanotechnology research center scientists made a transistor logic board with an astounding count of 3400 circuits, using inkjet printing technology that ran at a speed of 6Hz and is only 2 X 2 cm big. The researches see such plastic circuits as an “Exponential technology”. The founder of the Trillion Sensor movement and cofounder of nearly 9 MEMS technology companies, Dr. Janusz Bryzek believes that once 3D printing gets adopted on a wide scale, the traditional semiconductor manufacturing companies will face a violent mayhem. “Plastic circuits could end up having perhaps 1/1,000th the cost-per-area of the equivalent silicon device,” – says Bryzek. It is said that IBM Zurich lab researchers created nanometer sized 3D patterns on organic material using atomic force microscope just as a mask to create circuits.
_
Nanoarchitectural possibility of 3D printed electronics: 2017 study:
Research led by Seung Kwon Seol at the Korea Electrotechnology Research Institute (KERI) proposes a 3D printing method devised for the manipulation of silver-laden nanoparticle inks. The method enables the 3D fabrication of nanoscopic silver objects that, according to Seol, “would enhance the versatility of 3D printing in the making of various components needed for future wearables.” Overall findings show “a simple and inexpensive way to produce freestanding Ag microarchitectures via meniscus-guided 3D printing”. Due to the design flexibility possible with 3D printing, the method is achieving significant recognition for its application to electronics, as in Nano Dimension’s DragonFly 2020 printer, and Optomec’s Aerosol Jet technology. Next steps for the study are already underway as researchers look to develop multi-material capabilities on a nanoscale. Authors also stipulate that inks incorporating functional quantum dots (semi-conducting nanoparticles) are also in development, with the potential to “lead to important advancements in additive manufacturing.” Inspired by the natural formation of desert roses, created from sand with fog from the sea, researchers at Washington State University also propose an alternative approach to 3D printing with silver nanoparticle inks. Using multiphotonic lithography as opposed to a deposition method, TU Wien researchers successfully 3D printed a geometrically complex castle onto the tip of a pencil.
_
Nanostructure 3D printing mimics bio-materials:
Printing of metal structures with complex 3D architectures will have a variety of uses from batteries to biological scaffolds. Microstructures like this one developed at Washington State University could be used in batteries, lightweight ultrastrong materials, catalytic converters, supercapacitors and biological scaffolds. The rapid rise of 3D printing has driven innovation in areas as diverse as manufacturing, bioengineering and food science. Now, researchers from Washington State University (WSU) have developed a method which can print metal structures with complex 3D architectures, controlling details down to the nanoscale and closely mimicking the architecture of natural bio-materials like wood and bone. While the printing of softer materials, like polymers, is more established, printing metals has been a formidable challenge for engineers. Existing techniques involve depositing powdered metal using powerful lasers, or depositing metal onto a polymer template and burning away the polymer scaffold. Rahul Panat, who led the project, and his team instead used a technique which prints tiny microdroplets of water containing silver nanoparticles. As the droplets evaporate, the nanoparticles are left behind to form a metal structure, with precise control of the 3D shape. While this work only made use of silver nanoparticles, the technique could also be applied using other materials, such as ceramics or other metals.
____
3D printing and robotics:
Roboticists, or robot makers, have been constrained by existing off-the-shelf parts, until recently, can now design and print their own parts and shells with affordable or free design tools and the increasingly affordable 3D printers. There are fair numbers of entrepreneurs who are building robots, enabled by tools that didn’t exist just a few short years ago. 3D, in all its forms, is integral to many, if not all, of their efforts. Philip Walker, from Transcend Robotics, is one such example: He is an entrepreneur building a robot that can climb stairs. But he needed a durable tank tread, a non-marking tread, and when he could not find one; he set out to build his own, and succeeded, with a 3D printer. As 3D technology adoption continues to increase we will see an even greater acceleration in robot building with 3D printers because it reduces the costs of prototypes, and in many cases, final parts. Open-source robots are built using 3D printers. When Double Robotics grant access to their technology (an open SDK), DIY robot builders will create small, iterative innovations that will benefit the industry. On the other hand, 3&DBot is an Arduino 3D printer-robot with wheels and ODOI is a 3D printed humanoid robot. The telepresence aspect makes them far more useful, more social, more lifelike, which will make it more likely for consumers to want one too, not just business.
______
______
3D printing companies and marketing:
How many people who have undergone a little dental maintenance know that they may have inside their mouths some of the first products of a new industrial revolution? Tens of millions of dental crowns, bridges and orthodontic braces have now been produced with the help of additive manufacturing, popularly known as 3D printing. Things are done differently at an industrial unit in Miskin, near Cardiff, set up by Renishaw, a British engineering company. The plant is equipped with three of the firm’s 3D printers; more will be added soon. Each machine produces a batch of more than 200 dental crowns and bridges from digital scans of patients’ teeth. The machines use a laser to steadily melt successive layers of a cobalt-chrome alloy powder into the required shapes. The process is a bit like watching paint dry—it can take eight to ten hours—but the printers run unattended and make each individual tooth to a design that is unique to every patient. Once complete, the parts are shipped to dental laboratories all over Europe where craftsmen add a layer of porcelain. Some researchers are now working on 3D printing the porcelain, too. The mouth is not the only bodily testing-ground for 3D-printed products. Figures gleaned by Tim Caffrey of Wohlers Associates, an American consultancy that tracks additive manufacturing, show that more than 60 million custom-shaped hearing-aid shells and earmoulds have been made with 3D printers since 2000. Hundreds of thousands of people have been fitted with 3D-printed orthopaedic implants, from hip-replacement joints to titanium jawbones, as well as various prosthetics. An untold number have benefited from more accurate surgery carried out using 3D-printed surgical guides; around 100,000 knee replacements are now performed this way every year. Compared with the $70 billion machine-tool market, additive manufacturing is still tiny. But it is expanding rapidly, and not just in health care. While market size estimates vary, they uniformly indicate a large and growing market. Wohlers Associates, a technical and strategic consulting firm to the 3D printing industry, estimated a $4.5 billion global market for 3D printing hardware, supplies and services in 2014 that could grow to $17.2 billion by 2020. According to a new market research report “3D Printing Market by Printer Type, Material Type (Metals, Plastics, Ceramics & Others), Material Form (Powder, Liquid, Filament), Process, Technology, Software, Service, Application, Vertical and Geography – Global Forecast to 2022”, the 3D printing market is expected to reach USD 30.19 Billion by 2022, growing at a CAGR of 28.5% between 2016 and 2022. Factors such as 3D printing evolving from developing prototypes to end-user products, mass customization, production of complex parts, government investments in 3D printing projects, and improvements in manufacturing efficiency are expected to drive the growth of the 3D printing market. McKinsey, a management consultancy, reckons that in terms of things like better products, lower prices and improved health, 3D printing could have an economic impact of up to $550 billion a year by 2025. Increasingly 3D-printed objects are being produced as finished items, rather than as models or prototypes. This leads consultants at PWC to conclude in a new report that additive manufacturing “is crossing from a period of hype and experimentation into one of rapid maturation”. Their research found more than two-thirds of American manufacturers are now using 3D printing in some form or the other.
_
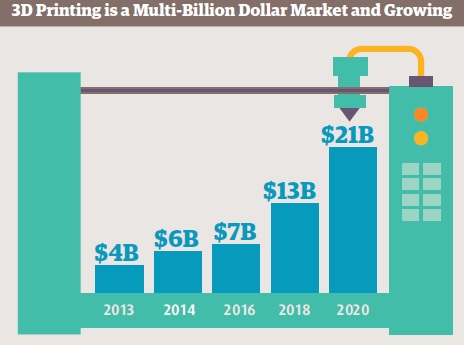
_
A 3D-printing process used by Stratasys builds parts layer by layer, by heating and extruding thermoplastic filaments. Airbus now uses these machines to print internal cabin fittings for its new A350 XWB airliner. The printers use a resin that meets the safety standards on aircraft. GE has spent $50m installing a 3D-printing facility at a plant in Auburn, Alabama, to print up to 40,000 fuel nozzles a year for the new LEAP jet engine it is making in partnership with Snecma, a French company. The nozzles will be printed in one go, instead of being assembled from 20 different parts. They are made from a powered “super alloy” of cobalt, chrome and molybdenum. The finished item will be 25% lighter and five times more durable than a fuel nozzle made with conventional processes. Materials companies are coming up with more and more specialised ingredients for additive manufacturing. Alcoa, a leading producer of aluminium, recently said it would supply Airbus with 3D-printed titanium fuselage parts and the pylons used to attach engines to wings. Large 3D printers are also emerging to make big things. Oak Ridge National Laboratory in Tennessee is working with a company called Local Motors to print cars, or at least much of their structure, using a blend of plastic and carbon fibre. The lab has also teamed up with Skidmore, Owings and Merrill, a firm of architects, to print substantial sections of buildings. The idea is to develop an additive-building process that results in no waste.
_
Perhaps the surest evidence comes from China. LITE-ON, a leading contract manufacturer, has just installed a set of 3D printers in a Guangzhou factory that makes millions of smartphones and other portable consumer electronics. 3D printing can also be used to make laptops and other computers cases. The printers, made by Optomec, an Albuquerque-based firm, use a process called Aerosol Jet to focus a mist of microdroplets into a tightly controlled beam, which can print features as small as 10 microns (millionths of a metre). LITE-ON is using the machines to print electronic circuits, such as antennae and sensors, directly into products instead of making those components separately and assembling them into the devices either by robot or by hand. When a manufacturing technology arrives in the workshop of the world, it really is coming of age.
__
The 3D printing market reached $7.3 billion in 2016. The primary market – including 3D printing systems, materials, supplies and service – has grown at least 30% each year from 2012 to 2014. The rest of the growth comes from the secondary market, including tooling, molding and castings. Western countries (North America and Europe) account for more than two-thirds (68%) of the 3D printing market revenue and Asia Pacific accounts for 27%. The consumer electronics and automotive industries each contribute 20% of the total 3D printing revenue. These early-adopter industries use the technology primarily during the prototyping stage of production. For example, smartphone manufacturers are slowly using 3D printing for more than just prototyping—some component parts are now manufactured with 3D methods. The medical device industry (15%) is the third largest 3D printing market and uses 3D printing for mass customized finished goods such as hearing aids. Interesting fact: 99% of hearing aids worldwide are manufactured using 3D printing.
_
The top companies in 3D printing are:
- 3D SYSTEMS INC
- STRATASYS INC
- MASSACHUSETTS INST OF TECHNOLOGY
- HEWLETT-PACKARD CO
- HITACHI CHEM CO LTD
- MATSUSHITA ELECTRIC
- THERICS INC
- MATERIALSE NV
- OBJET LTD
- PANASONIC CORP
- IBM CORP
- THE BOEING CO
- MIMAKI ENGG CO LTD
- 3SHAPE A/S
- DAINIPPON PRINTING CO LTD
- EXONE CO
- FUJIFILM CORP
- 3M CO
- SIEMENS AG
- XEROX CORP
_
The figure below shows different companies using different 3D printing technologies:
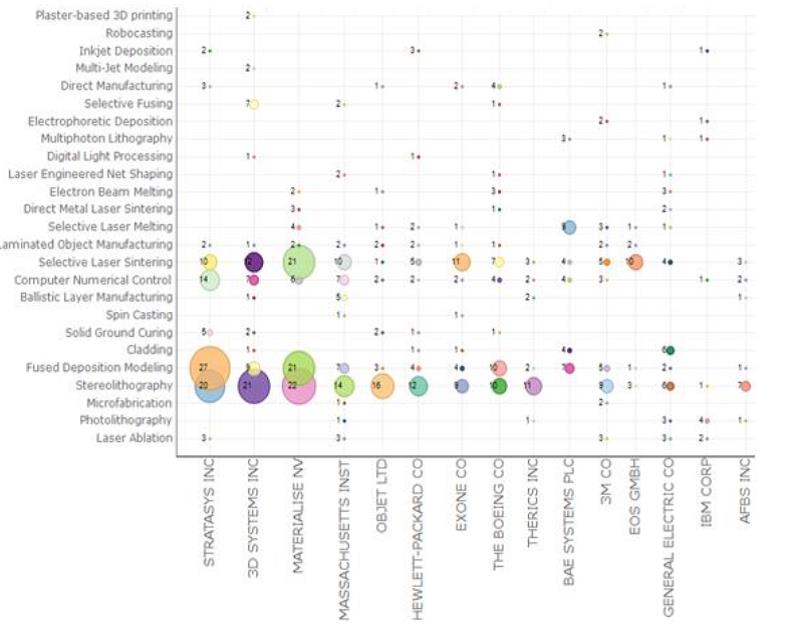
_
A recent report from data company Wanted Analytics found that in one month 35 percent of engineering job listings from a variety of fields, including biomedical, software, and transportation industries, required applicants familiar with 3-D printing and its additive manufacturing processes. The same report found that companies are having a difficult time finding candidates with the right skills. According to the Corporate Annual Growth Rate (CAGR), the 3D printing industry has grown by 25.9% in the year 2015 leading to an industry of $5.165 billion. Additionally, it is expected to grow more than 31% per year between 2014 and 2020 to eventually generate over $21 billion in worldwide revenue.
_____
New business models of 3D printing:
New business models, outlined below, are emerging, transforming retailers into manufacturers and service providers, offering customized products at scale, and reconfiguring supply chain and logistics into new business entities heretofore unseen and into others we’ve yet to see.
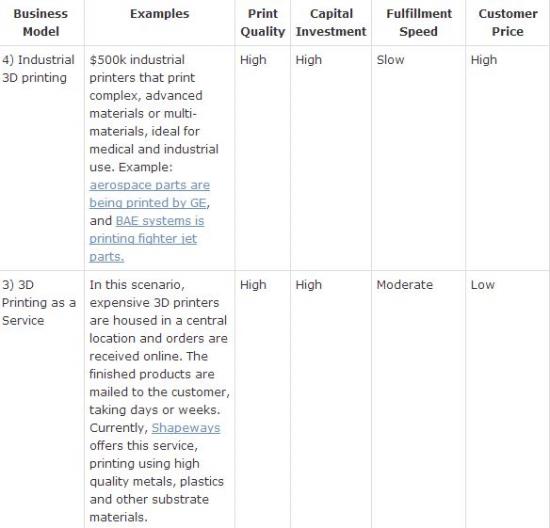
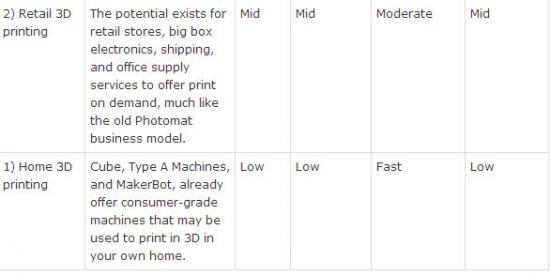
_____
_____
Consumer 3D printing = home 3D printing = personal 3D printing:
The 3D printing process isn’t just for people who want to make money or start a business. It has many practical, everyday uses that can benefit virtually anyone. From making small fixes to your home and appliances to creating customized gifts for your friends and loved ones, 3D printed products can prove to be extremely useful when it comes to day-to-day life. Humans love their home conveniences, and home 3D printers are becoming smaller and more affordable—MakerBot’s smallest printer is just over $1,300. People can print custom jewellery, household goods, toys, and tools to whatever size, shape, or color they want. They will also be able to print replacement parts right at home, rather than ordering them and waiting for them to be shipped. According to research firm Strategy Analytics, home 3D printing could evolve into a $70 billion industry per year by 2030.
_
It’s true—affordable 3D printing can make household fixes and projects simple, fast and easy on the pocketbook. Here are just a few items you can repair with 3D printing:
- Appliances—Create gears, small mechanical devices and other components for your vacuum, dishwasher, washing machine, printer or other in-home appliances and machines.
- Electronics—Affordable 3D printing also allows you to create custom circuit boards, wiring and other electronic elements that can be used to fix lamps, clocks, fans, game systems and more.
- Furniture—Knobs and cabinet pulls can be prone to breaking, especially if you’ve had them a while. With a 3D printer, this is an easy fix. Just compile design data for the knob or handle (or create a completely new design!), print it out and replace the part on your furniture.
- Tools—Missing a drill bit? Lose a button on your leaf blower? Affordable 3D printing can help with this too. Use it to create small replacement parts, buttons and pieces, and you’ll have your tools functioning in no time.
- Car—All too often, car owners are sent to specialty body shops or dealerships after a wreck, since parts for their vehicles are limited. A 3D printer circumvents this process and allows you to create any small part or component your car may need, right from the comfort of your own home.
____
From consumer to ‘prosumer’: levels of consumer involvement:
One of the most obvious consequences for businesses of the advent of Internet is the increased participation of users in the production process. This increased participation has been particularly visible since the birth of Web 2.0 technologies and for some of the most successful Web 2.0 outlets (e.g. Facebook, Instagram, Flickr, Twitter), the content provided by users accounts for most of the value of the service. This increased user participation blurs the line between consumption and production activities (Berthon et al., 2008), since users both consume and produce content. No longer ‘pure’ consumers, users have become ‘prosumers’. The production process of an object typically involves three stages: design, manufacturing, distribution. Traditionally, consumers have been mainly involved in all three stages, albeit to a limited extent (e.g. choice of colour or sizes, assembly of pre-manufactured parts, going to the store and back). However, the recent progresses in 3D printing technologies have the potential to completely turn this model around. Indeed, home 3D printers enable consumers to be solely in charge of the manufacturing and distribution stages. Even if some of the parts are manufactured at a local printshop (because they need to be made out of a special material), the consumer remains in charge.
____
____
Applications of 3D printing:
_
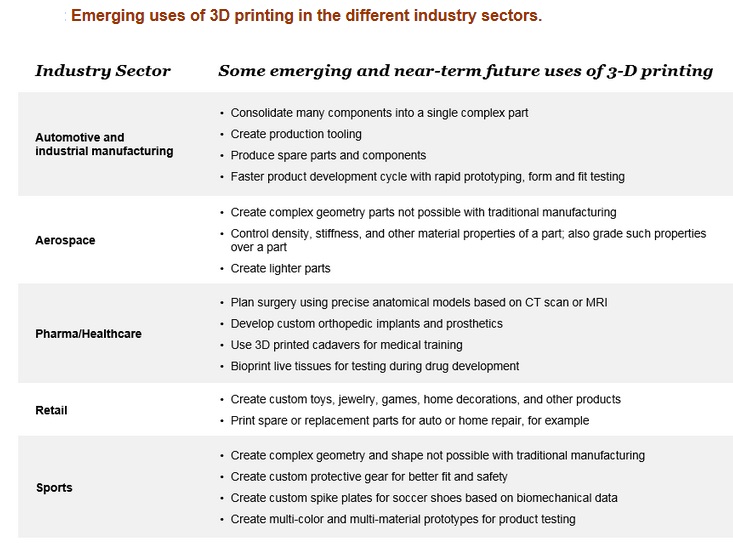
_
The earliest application of additive manufacturing was on the toolroom end of the manufacturing spectrum. For example, rapid prototyping was one of the earliest additive variants, and its mission was to reduce the lead time and cost of developing prototypes of new parts and devices, which was earlier only done with subtractive toolroom methods such as CNC milling, turning, and precision grinding. In the 2010s, additive manufacturing entered production to a much greater extent. In 2015, 90% of 3D printing applications in the automotive industry were for prototyping and only 10% for production. However, the technology is starting to spread, and is used not just for design but also for manufacturing, repair and replacement. Additive manufacturing of food is being developed by squeezing out food, layer by layer, into three-dimensional objects. A large variety of foods are appropriate candidates, such as chocolate and candy, and flat foods such as crackers, pasta, and pizza. 3D printing has entered the world of clothing, with fashion designers experimenting with 3D-printed bikinis, shoes, and dresses. In commercial production Nike is using 3D printing to prototype and manufacture the 2012 Vapor Laser Talon football shoe for players of American football, and New Balance is 3D manufacturing custom-fit shoes for athletes. 3D printing has come to the point where companies are printing consumer grade eyewear with on-demand custom fit and styling (although they cannot print the lenses). On-demand customization of glasses is possible with rapid prototyping. 3D printing, and open source 3D printers in particular, are the latest technology making inroads into the classroom. In the last several years 3D printing has been intensively used by in the cultural heritage field for preservation, restoration and dissemination purposes. Many Europeans and North American Museums have purchased 3D printers and actively recreate missing pieces of their relics. Aerospace is another sector where 3D printing has made great advances. Since 2015, astronauts aboard the International Space Station have created 3D printed replacement parts on demand. The US space agency NASA, meanwhile, is looking at ways in which robotic 3D printers using material from the surfaces of the Moon and Mars could construct 3D-printed buildings and other infrastructure such as landing pads. In January 2016, Boeing reported the successful maiden flight of its latest generation 737 MAX aircraft, powered by the world’s first jet engines to include 3D printed fuel nozzles, while another US company successfully tested a 3D-printed hypersonic scramjet engine combustor made by an additive manufacturing process known as Powder Bed Fusion (PBF). The European consortium Airbus has said it plans to 3D print 10% of all aircraft parts in the near future, citing the technology’s production efficiencies and aircraft weight reduction as reasons for its adoption. The construction industry has adapted 3D printing technologies to create buildings and other structures. Researchers at the Massachusetts Institute of Technology are investigating a variety of 3D printing systems for construction, including one which uses swarms of small robots that extrude fast-setting materials to fabricate large structures. A Chinese company has used large 3D printers spraying a mixture of quick drying cement and recycled raw materials to construct 10 small demonstration ‘houses’ in less than 24 hours, comprising pre fabricated sections joined together with steel reinforcing bars.
_
List of 3D printing applications:
Manufacturing applications:
Cloud-based additive manufacturing
Mass customization
Rapid manufacturing
Rapid prototyping
Research
Food
Agile tooling
_
Medical applications:
Bio-printing
Medical devices including prosthetics and implants
Pills
Guided surgery
_
Industrial applications:
Apparel
Industrial Art and Jewellery
Automotive industry
Construction
Firearms
Computers and robots
Soft Sensors and Actuators
Space
_
Sociocultural applications:
Art and Jewellery
Communication
Domestic use
Education and research
Environmental use
Cultural Heritage
Specialty materials
_____
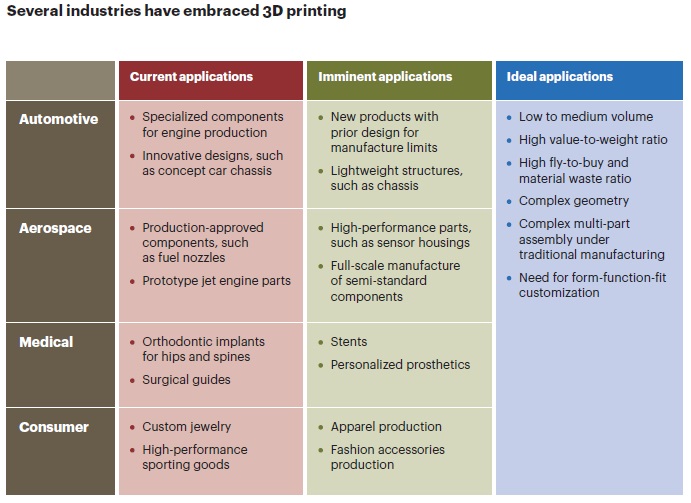
_______
_______
3D printing in health care:
Surgical uses of 3D printing-centric therapies have a history beginning in the mid-1990s with anatomical modelling for bony reconstructive surgery planning. Patient-matched implants were a natural extension of this work, leading to truly personalized implants that fit one unique individual. Virtual planning of surgery and guidance using 3D printed, personalized instruments have been applied to many areas of surgery including total joint replacement and craniomaxillofacial reconstruction with great success. One example of this is the bioresorbable trachial splint to treat newborns with tracheobronchomalacia developed at the University of Michigan. The use of additive manufacturing for serialized production of orthopedic implants (metals) is also increasing due to the ability to efficiently create porous surface structures that facilitate osseointegration. The hearing aid and dental industries are expected to be the biggest area of future development using the custom 3D printing technology. In March 2014, surgeons in Swansea used 3D printed parts to rebuild the face of a motorcyclist who had been seriously injured in a road accident. As of 2012, 3D bio-printing technology has been studied by biotechnology firms and academia for possible use in tissue engineering applications in which organs and body parts are built using inkjet techniques. In this process, layers of living cells are deposited onto a gel medium or sugar matrix and slowly built up to form three-dimensional structures including vascular systems. Recently, a heart-on-chip has been created which matches properties of cells. The Jacobs Institute (JI), a non-profit medical innovation centre in Buffalo, New York, is using 3D printing to further its mission of creating the next generation of medical technology to treat vascular disease, such as heart attack and stroke. They have developed a way to 3D-print brain arteries to better understand brain aneurysms and stroke.
_
Medical applications for 3D printing are expanding rapidly and are expected to revolutionize health care. Medical uses for 3D printing, both actual and potential, can be organized into several broad categories, including: tissue and organ fabrication; creation of customized prosthetics, implants, and anatomical models; and pharmaceutical research regarding drug dosage forms, delivery, and discovery. Recently published reviews describe the use of 3D printing to produce bones, ears, exoskeletons, windpipes, a jaw bone, eyeglasses, cell cultures, stem cells, blood vessels, vascular networks, tissues, and organs, as well as novel dosage forms and drug delivery devices. The application of 3D printing in medicine can provide many benefits, including: the customization and personalization of medical products, drugs, and equipment; cost-effectiveness; increased productivity; the democratization of design and manufacturing; and enhanced collaboration. However, it should be cautioned that despite recent significant and exciting medical advances involving 3D printing, notable scientific and regulatory challenges remain and the most transformative applications for this technology will need time to evolve.
___
I categorise healthcare applications of 3D printing in following categories:
- Tissue and organ fabrication
- Medical devices including customized prosthetics and implants
- 3D printing based on imaging data from CT/MRI
- Anatomical Models for Surgical Preparation and Planning
- Drug dosage forms, delivery and discovery.
- Dentistry
____
- Bioprinting Tissues and Organs:
_
Bioprinting:
In October 2016, Harvard researchers 3D-printed the world’s first heart-on-a-chip with integrated sensors. The heart-on-a-chip is made entirely using multimaterial 3D printing in a single automated procedure, integrating six custom printing inks at micrometer resolution.
_
Tissue or organ failure due to aging, diseases, accidents, and birth defects is a critical medical problem. Current treatment for organ failure relies mostly on organ transplants from living or deceased donors. However, there is a chronic shortage of human organs available for transplant. In 2009, 154,324 patients in the U.S. were waiting for an organ. Only 27,996 of them (18%) received an organ transplant, and 8,863 (25 per day) died while on the waiting list. As of early 2014, approximately 120,000 people in the U.S. were awaiting an organ transplant. Organ transplant surgery and follow-up is also expensive, costing more than $300 billion in 2012. An additional problem is that organ transplantation involves the often difficult task of finding a donor who is a tissue match. This problem could likely be eliminated by using cells taken from the organ transplant patient’s own body to build a replacement organ. This would minimize the risk of tissue rejection, as well as the need to take lifelong immunosuppressants.
_
Therapies based on tissue engineering and regenerative medicine are being pursued as a potential solution for the organ donor shortage. The traditional tissue engineering strategy is to isolate stem cells from small tissue samples, mix them with growth factors, multiply them in the laboratory, and seed the cells onto scaffolds that direct cell proliferation and differentiation into functioning tissues. Although still in its infancy, 3D bioprinting offers additional important advantages beyond this traditional regenerative method (which essentially provides scaffold support alone), such as: highly precise cell placement and high digital control of speed, resolution, cell concentration, drop volume, and diameter of printed cells. Organ printing takes advantage of 3D printing technology to produce cells, biomaterials, and cell-laden biomaterials individually or in tandem, layer by layer, directly creating 3D tissue-like structures. Various materials are available to build the scaffolds, depending on the desired strength, porosity, and type of tissue, with hydrogels usually considered to be most suitable for producing soft tissues.
_
Although 3D bioprinting systems can be laser-based, inkjet-based, or extrusion-based, inkjet-based bioprinting is most common. This method deposits “bioink,” droplets of living cells or biomaterials, onto a substrate according to digital instructions to reproduce human tissues or organs. Multiple printheads can be used to deposit different cell types (organ-specific, blood vessel, muscle cells), a necessary feature for fabricating whole heterocellular tissues and organs.
A process for bioprinting organs has emerged:
1) create a blueprint of an organ with its vascular architecture;
2) generate a bioprinting process plan;
3) isolate stem cells;
4) differentiate the stem cells into organ-specific cells;
5) prepare bioink reservoirs with organ-specific cells, blood vessel cells, and support medium and load them into the printer;
6) bioprint; and
7) place the bioprinted organ in a bioreactor prior to transplantation.
In bioprinting, there are three major types of printers that have been used. These are inkjet, laser-assisted, and extrusion printers. Inkjet printers are mainly used in bioprinting for fast and large-scale products. One type of inkjet printer, called drop-on-demand inkjet printer, prints materials in exact amounts, minimizing cost and waste. Laser printers have also been employed in the cell printing process, in which laser energy is used to excite the cells in a particular pattern, providing spatial control of the cellular environment.
_
Bioprinting 2D and 3D tissues:
Using inkjet bioprinting systems, Cui et al have successfully printed skin and cartilage substitutes (2D tissues). Meanwhile, Zopf et al managed to use CT images of a patient’s airway to laser bioprint a bioresorbable tracheal splint (3D tissue). This splint was then successfully implanted in a baby with tracheobronchomalacia.
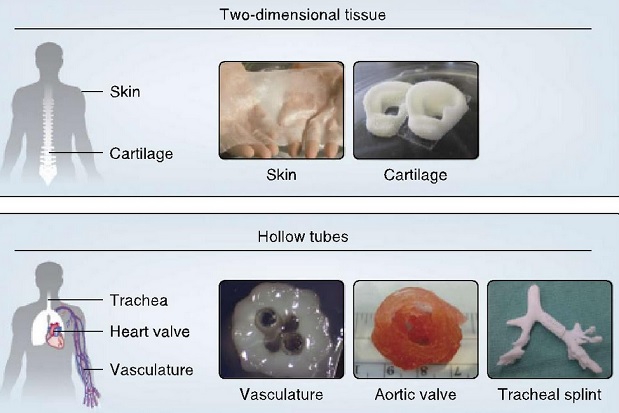
_
Although tissue and organ bioprinting is still in its infancy, many studies have provided proof of concept. Researchers have used 3D printers to create a knee meniscus, heart valve, spinal disk, other types of cartilage and bone, and an artificial ear. Cui and colleagues applied inkjet 3D printing technology to repair human articular cartilage. Wang et al used 3D bioprinting technology to deposit different cells within various biocompatible hydrogels to produce an artificial liver. Doctors at the University of Michigan published a case study in the New England Journal of Medicine reporting that use of a 3D printer and CT images of a patient’s airway enabled them to fabricate a precisely modeled, bioresorbable tracheal splint that was surgically implanted in a baby with tracheobronchomalacia. The baby recovered, and full resorption of the splint is expected to occur within three years.
_
A number of biotech companies have focused on creating tissues and organs for medical research. It may be possible to rapidly screen new potential therapeutic drugs on patient tissue, greatly cutting research costs and time. Scientists at Organovo are developing strips of printed liver tissue for this purpose; soon, they expect the material will be advanced enough to use in screening new drug treatments. Other researchers are working on techniques to grow complete human organs that can be used for screening purposes during drug discovery. An organ created from a patient’s own stem cells could also be used to screen treatments to determine if a drug will be effective for that individual.
_
Bioink Components:
Bioprinting uses a computer-controlled 3D printing device to accurately deposit cells and biomaterials into the models of organs. Bio-printing typically uses two inks. One is the biological material and the other is hydrogel that provides the environment where the tissue and cells grow. Basically, once a tissue design is selected, researchers make “bio-ink” from the cells. Stem cells can adapt easily to tissues, so they are an attractive option for bioprinting different organs and bones. The cells are layered between water-based layers until the tissue is built. That hydrogel in between layers is sometimes used to fill spaces in the tissue or as supports to the 3D printed tissue. Collagen is another material used to fuse the cells together. This layer-by-layer approach is very similar to the normal 3D printing process, where products are built from the ground up.
Hydrogels for bioprinting:
Hydrogels have been defined as two- or multi-component systems consisting of a three-dimensional network of polymer chains and water that fills the space between macromolecules. Depending on the properties of the polymer (polymers) used, as well as on the nature and density of the network joints, such structures in an equilibrium can contain various amounts of water; typically in the swollen state, the mass fraction of water in a hydrogel is much higher than the mass fraction of polymer. In practice, to achieve high degrees of swelling, it is common to use synthetic polymers that are water-soluble when in non-cross-linked form. Hydrogels come out as a kind of biomaterial with good biocompatibility and now they are widely used as the cell-laden materials for bioprinting. As the biocompatible materials, hydrogels have been widely used in three- dimensional (3D) bioprinting/organ printing to load cell for tissue engineering. They have been widely used as cell carriers and scaffolds in tissue engineering due to their structural similarities to the natural extracellular matrix. Hydrogel alginates have emerged as one of the most commonly used materials in organ printing research, as they are highly customizable, and can be fine-tuned to simulate certain mechanical and biological properties characteristic of natural tissue. The ability of hydrogels to be tailored to specific needs allows them to be used as adaptable scaffold materials, that are suited for a variety of tissue or organ structures and physiological conditions. Among these, smart hydrogels refer to a group of hydrogels that is responsive to various external stimuli such as pH, temperature, light, electric, and magnetic field. Combining the potential of 3D printing and smart hydrogels is an exciting new paradigm in the fabrication of a functional 3D tissue.
_
Creating materials that will flourish in the human body is an intricate process. The bioink used in the organ printing process is incredibly more complex than normal printer ink. There are many dependent variables based on the specified organ and patient with regards to unique cells, biomaterials, and biochemical signals. The complexity of these components allow for effectual organ production. In order for the fabricated organ to survive inside the body, biochemical and physical cues must be maintained that promote cell survival. Biochemical cues are associated with growth and adhesion factors, signalling proteins, etc. The physical attributes are components outside the cell and fluid found inside the cell.
_
Functional Scaffold vs. Scaffold-Free:
There are two categories that make up the bioink process, functional scaffold and scaffold-free. Functional scaffold uses biomaterials that may or may not have cells as the actual ink, while scaffold free uses solely cells. The biomaterials used in the functional scaffold process come in a variety of different materials and size. From hydrogels to metal implants, single to multiple nanometers in size – materials created through these stages make up the extracellular (outside the cell) matrix. Throughout these stages elements such as dimensions, internal geometry, anti-degeneration measures, biocompatibility, as well as others must be accounted for.
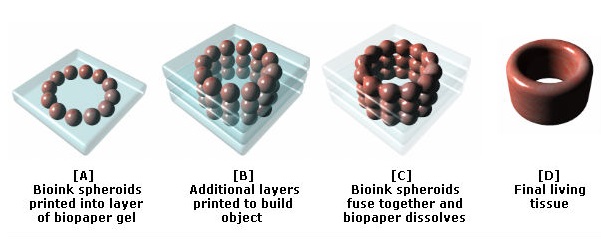
_
Bioprinting approach:
Researchers in the field have developed approaches to produce living organs that are constructed with the appropriate biological and mechanical properties. 3D bioprinting is based on three main approaches: Biomimicry, autonomous self-assembly and mini-tissue building blocks. The first approach of bioprinting is called biomimicry. The main goal of this approach is to create fabricated structures that are identical to the natural structure that are found in the tissues and organs in the human body. The second approach of bioprinting is autonomous self-assembly. This approach relies on the physical process of embryonic organ development. The third approach of bioprinting is a combination of both the biomimicry and self-assembly approaches, which is called mini tissues. Organs and tissues are built from very small functional components. Mini-tissue approach takes these small pieces and manufacture and arrange them into larger framework.
____
Wake Medical Center successfully implants Printed Organs:
Bioprinting of human ear:
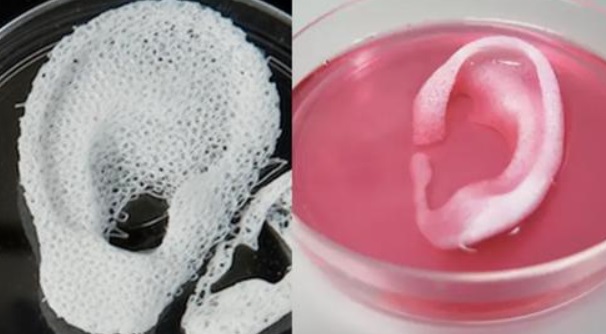
Researchers at the Wake Forest Baptist Medical Center have successfully printed bone, muscle, and ear structures and implanted them into rats. The new tissues have been accepted by the immune system and have grown in size and generated their own networks of blood vessels. Dr. Atala of the Wake Forest Institute for Regenerative Medicine says that human sized organs are already being printed. He believes that fully functional human organs are at least a few years away but the tissues implanted into rats have been going strong for 5 months.
_
In 2012, Xilloc Medical made headlines when they successfully produced a titanium jaw implant for an 83-year-old woman. Titanium was especially appealing because of its light weight and non-interference with the immune system. It would however; never truly combine with existing bone. Now, teaming up with Next 21, a Japanese company specializing in biomedical printing of ceramics, Xilloc Medical has successfully printed tissue that will assimilate with existing bone structures. The new printing material is calcium phosphate which is the primary compound in natural bone. Within months, implants done using this new technology will merge with natural bonne.
_
Bioprinting kidneys:
The kidneys are one of the hardest organs to recreate—if not the hardest. This is due both to the huge number of nephrons contained in each kidney and to the nephrons’ intricate structure. But scientists at Harvard’s Jennifer Lewis Lab recently took the first step towards creating an artificial kidney that could one day replace biological donor kidneys. Using 3D printing, Lewis and her colleagues were able to re-create the tubule component of the kidney’s nephrons and give it a vascular network for blood flow. The 3D printed tubules were able to stay alive for over two months. Bioprinting has a ways to go before being able to create a fully-functional organ, but the technology has other useful applications. Bioprinted nephron tubules could be used for drug toxicity testing, helping determine biological kidneys’ ability to filter certain chemicals, or they could be incorporated into existing dialysis methods to make the procedure more similar to the way our bodies intended.
__
3D-printed sugar network to help grow artificial liver:
Researchers have moved a step closer to creating a synthetic liver, after a US team created a template for blood vessels to grow into, using sugar. Scientists have long been experimenting with the 3D printing of cells and blood vessels, building up tissue structure layer by layer with artificial cells. But the synthetically engineered cells often die before the tissue is formed. The technology, in which a 3D printer uses sugar as its building material, could one day be used for transplants. Dr Jordan Miller from the lab of the lead scientist, Dr Christopher Chen, at the University of Pennsylvania said: “The big challenge in understanding how to grow large artificial tissue is how to keep all the cells alive in these engineered tissues, because when you put a lot of cells together, they end up taking nutrients and oxygen from neighbouring cells and end up suffocating and dying.” Sugar is a very nice material that can be dissolved away in the presence of living tissue, it’s very friendly to biological tissue. Researchers showed that you can use a 3D printer to print an arbitrary network of vessels for any tissue shape or any network of blood vessels, and then surround them with cells that you would like to create the organ out of. And once we have this structure of pipes-to-be and tissue, we dissolve away the sugar using water. They tried to make a liver, so we surrounded them with liver cells, but one could do it with any other tissue.
__
Bioprinting skin:
Bioprinting is mainly focused on the development of 3D printed skin and tissues. Currently, there are two main paths that are explored. The first one is the possibility to print skin directly on the body and the second one is to 3D print tissues that could actually be implemented in a human body. For burnt patients, the skin reconstruction is a vital subject. The surgery takes a long time to be effective and succeed. Usually, a part of skins is removed from the body and placed on the burnt part. Still, depending on the injury importance, this technique might not be enough to cover the wound. Not only from a physical perspective, it is above all a problem for their health to prevent them from infection and fluid and heat loss. At the Wake Forest School of Medicine, they are developing for a military purpose a 3D printer that can 3D print skin directly on burnt patients. The ink of the printer is made with different kinds of skin cells.
_
Bioprinting nerves:
Every year, 200,000 Americans lose feeling or movement because of nerve damage from diseases such as diabetes or injuries from accidents. Michael McAlpine, PhD, associate professor in mechanical engineering at the University of Minnesota, found a way to stimulate those nerves to regrow in lab rats. Using a 3D printer, McAlpine created branched tubes of silicon that stimulate and guide nerve growth. He began by scanning the rats’ sciatic nerves, which control their back legs. From the scan, he 3D- printed silicon tubes of the exact size and branching pattern. Project collaborator Xiaofeng Jia, BM, PhD, associate professor at the University of Maryland School of Medicine, then cut out a half-inch length of each rat’s sciatic nerve. He sutured the silicon guide onto the ends of the nerve endings. At first, the rats stumbled as expected. But the nerves were able to regrow. Within three months, the rats scampered about normally. An artifact of printing—long parallel grooves running the length of the tubes—provided further guidance to the growing nerves. McAlpine has since discovered he can lay down biomolecules such as proteins inside the grooves as part of the printing process to direct nerve growth. “These advances may pave the way toward stimulation of complex nerve injuries for faster recovery,” said McAlpine.
__
3D printed ‘bionic skin’ could allow robots feel the world: a 2017 study:
The method has the potential to print tactile sensors onto prosthetic limbs or surgical robots.
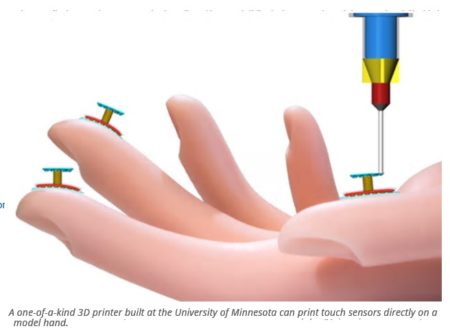
U.S. researchers have developed a “revolutionary” process for 3D printing stretchable electronic sensory devices that could give robots the ability to feel their environment. The discovery, published online in the journal Advanced Materials, is a major step forward in printing electronics on real human skin, researchers say. The new process was developed by engineers at the University of Minnesota using a one-of-a-kind 3D printer they built in the lab. The multifunctional printer is equipped with four nozzles, to print different kinds of specialized “ink” that make up the layers of the device. These flexible 3D printed sensors can stretch up to three times their original size, according to the study. “This stretchable electronic fabric we developed has many practical uses,” Michael McAlpine, a University of Minnesota mechanical engineering associate professor and lead researcher on the study, said in a statement. “Putting this type of ‘bionic skin’ on surgical robots would give surgeons the ability to actually feel during minimally invasive surgeries, which would make surgery easier instead of just using cameras like they do now. These sensors could also make it easier for other robots to walk and interact with their environment.” Researchers believe the new 3D printing technique could also be used to print electronics directly on real human skin. This ultimate wearable technology may could eventually be used for health monitoring or by soldiers in the field to detect dangerous chemicals or explosives. “This is a completely new way to approach 3D printing of electronics,” McAlpine said. “This could take us into so many directions from health monitoring to energy harvesting to chemical sensing.”
___
3D-printed ovaries allow infertile mice to give birth: a 2017 study:
The creation of artificial ovaries for humans is a step closer after birth of healthy pups from mice given ‘ovarian bioprosthesis’. Infertile mice have given birth to healthy pups after having their fertility restored with ovary implants made with a 3D printer. Researchers created the synthetic ovaries by printing porous scaffolds from a gelatin ink and filling them with follicles, the tiny, fluid-holding sacs that contain immature egg cells. In tests on mice that had one ovary surgically removed, scientists found that the implants hooked up to the blood supply within a week and went on to release eggs naturally through the pores built into the gelatin structures. The work marks a step towards making artificial ovaries for young women whose reproductive systems have been damaged by cancer treatments, leaving them infertile or with hormone imbalances that require them to take regular hormone-boosting drugs.
__
3D-printed vascular networks direct therapeutic angiogenesis in ischemia: a 2017 study:
Researchers say they have developed 3D-printed patches infused with cells that provide a novel method to growing healthy blood vessels to treat ischemia. Their study (“3D-printed vascular networks direct therapeutic angiogenesis in ischemia”) was published in Nature Biomedical Engineering. Therapeutic angiogenesis, when growth factors are injected to encourage new vessels to grow, is a promising experimental method to treat ischemia. But in practice, the new branches that sprout form a disorganized and tortuous network that looks like sort of a hairball and doesn’t allow blood to flow efficiently through it. Dr. Chen and his colleagues, Keith Ozaki, M.D., a surgeon at Brigham and Women’s Hospital, and Joseph Woo, M.D., head of cardiothoracic surgery at Stanford University, designed two patches with endothelial cells—one where the cells were preorganized into a specific architecture, and another where the cells were simply injected without any organizational structure. In vivo results demonstrated the patches with preorganized structure reflected a marked improvement in reducing the prevalence of ischemia, while the patches with no organization resulted in the “hairball” situation. “This preclinical work presents a novel approach to guide enhanced blood flow to specific areas of the body,” said Dr. Ozaki. “The augmented blood nourishment provides valuable oxygen to heal and functionally preserve vital organs such as the heart and limbs.”
_
In situ printing:
In situ printing, in which implants or living organs are printed in the human body during operations, is another anticipated future trend. Through use of 3D bioprinting, cells, growth factors, and biomaterial scaffolding can be deposited to repair lesions of various types and thicknesses with precise digital control. In situ bioprinting for repairing external organs, such as skin, has already taken place. In one case, a 3D printer was used to fill a skin lesion with keratinocytes and fibroblasts, in stratified zones throughout the wound bed. This approach could possibly advance to use for in situ repair of partially damaged, diseased, or malfunctioning internal organs. A handheld 3D printer for use in situ for direct tissue repair is an anticipated innovation in this area. Advancements in robotic bioprinters and robot-assisted surgery may also be integral to the evolution of this technology.
_
Magnetic 3D bioprinting:
Magnetic 3D bioprinting is a methodology that employs biocompatible magnetic nanoparticles to print cells into 3D structures or 3D cell cultures. In this process, cells are tagged with magnetic nanoparticles (nanoshuttle) that are used to render them magnetic. Once magnetic, these cells can be rapidly printed into specific 3D patterns using external magnetic forces that mimic tissue structure and function. Magnetic 3D bioprinting can be used to screen for cardiovascular toxicity, which accounts for 30% of drug withdrawals. Vascular smooth muscle cells are magnetically printed into 3D rings to mimic blood vessels that can contract and dilate. This system could potentially replace experiments using ex vivo tissue, which are costly and yield few data per experiment. Furthermore, magnetic 3D bioprinting can use human cells to approximate a human in vivo response better than with an animal model. This has been demonstrated by the bioassay which combines the benefits of 3D bioprinting in building tissue-like structures for study with the speed of magnetic printing. The target users for magnetic 3D bioprinting are in the pharmaceutical and CRO industries, where this system can be integrated early in the drug discovery process as a compound screen for toxicity and efficacy. In the future, magnetic 3D bioprinting could be applied to the field of regenerative medicine and organogenesis. Overall, magnetic 3D bioprinting is an effective tool to create faithful models of native tissue.
____
3D bio-pen having bio-ink:
Handheld 3D-printing pen for custom cartilage implants succeeds in sheep trial:
A revolutionary tool for printing live cells in situ during surgery moves closer to human trials. A handheld pen that produces a bio-ink containing a patient’s own cells could one day be used to repair knees damaged by osteoarthritis. In a pilot study written up in The Journal of Tissue Engineering and Regenerative Medicine, a team led by Gordon Wallace from Australia’s ARC Centre of Excellence for Electromaterials Science reports the 3D-printing pen produced “exceptional” results when tested on sheep. The Biopen is effectively a new tool available to surgeons. In the study, cells drawn from each sheep were mixed with a specially formulated bio-ink. During surgery, the device was then used to create a precise, bespoke implant that replaces cartilage lost through osteoarthritis. The ink functions to protect the cells during the operation, and then supports them until they become fully integrated into the joint. Because they are derived from patient – or animal – being treated, there is no risk of rejection and no need for immunosuppressive drugs. The research team – which included regular Cosmos contributor Cathal O’Connell – tested the device on eight osteoarthritic sheep. Each had one knee treated by the Biopen, and another using existing methods. “The results were exceptional, certainly better than expected,” said team member Claudia di Bella. “We found that the Biopen performed markedly better in terms of quality and characteristics of new cartilage formation.”
_____
Advantages and disadvantages of bioprinting organs:
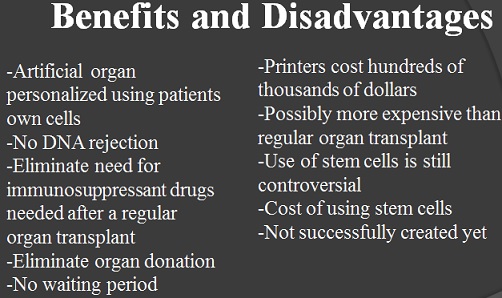
_
Biggest Obstacle to bioprinting organs:
In a natural organ, every cell is within only a couple of cells of a small blood vessel and if that cell or cell cluster is supposed to secrete something like insulin, a growth factor or digestive enzyme, there is a duct for that as well nearby. These tiny ducts and capillary vessels are often smaller in diameter than a single cell which makes them extremely difficult to engineer by standard technologies we can deploy. This is where the breakdown usually happens. We can culture large numbers of cells on flat sheets or a few layers thick and we can use unnatural compounds to create these capillary beds, but we have not been able to put them together yet. Furthermore, we have only been able to build small beds and that’s not how nature works. Blood vessels are not that dissimilar to an oak or maple tree. If you would imagine the heart is the main trunk, and the outermost branches are the outermost roots. It starts as a single large volume and then keeps splitting and branching and is clear that the volume in the periphery is larger than in the central core, but all the leaves are eventually fed by a single point where those leaves represent cells. Too many people are trying to grow organs by the equivalence of growing a tree by gathering a pile of leaves and hoping. Vascularization is a big obstacle in the way of 3D printing organs, because they need to have a system of arteries, capillaries, and veins that support the system. They must be present to deliver nutrients and remove waste created by the cells. One option is to leave the space in the 3D printed tissue for veins to be added later on in the process, but researchers are now trying to figure out a way to print blood vessels as well.
_____
- Medical devices:
3D printers are used to manufacture a variety of medical devices, including those with complex geometry or features that match a patient’s unique anatomy. Some devices are printed from a standard design to make multiple identical copies of the same device. Other devices, called patient-matched or patient-specific devices, are created from a specific patient’s imaging data.
Commercially available 3D printed medical devices include:
- Hearing aids and eyewear
- Instrumentation (e.g., guides to assist with proper surgical placement of a device),
- Implants (e.g., cranial plates or hip joints),
- External prostheses (e.g., hands).
_
Hearing aid:
3D printing has already had a transformative effect on hearing aid manufacturing. Today, 99% of hearing aids that fit into the ear are custom-made using 3D printing. Everyone’s ear canal is shaped differently, and the use of 3D printing allows custom-shaped devices to be produced efficiently and cost-effectively
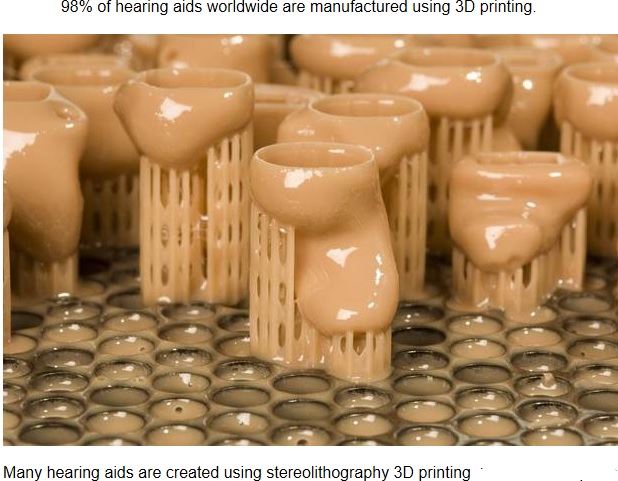
_
3D printed custom eyewear:
Custom eyewear is more expensive than your standard mass-manufactured prescription frames. This is because making custom eyewear is time-consuming and adds line items to the costs of an individual frame. For example, taking facial measurements is added to an optician’s duties during the custom eyewear process. Similarly, custom clay moulds add to the material and time costs. In addition, mistakes at any stage of the process are expensive and require recalibration of moulds and measurements. 3D printing services, such as Shapeways and iMaterialise, have simplified access to industrial grade printers for average consumers and enabled them to design custom frames for themselves. However, these advantages are offset by limitations in finished products. Custom 3D printed eyewear is plagued by the same drawbacks that afflict other 3D printed objects. The final product is limited in strength, finish and variety. Selective Laser Sintering or SLS printers, which are typically used to manufacture custom eyewear, are expensive and limited in their ability to custom manufacture eyewear using available materials for 3D printer.
_
Self-Adjustable Glasses:
Researchers advocating the far-reaching potential of 3D printing recently used a RepRap printer to create self-adjustable glasses. The glasses cost just $1 to produce, and the lenses can be self-adjusted, helping low-income families to avoid the costs normally associate with vision correction. The project demonstrates the humanitarian implications of 3D-printing. With 90% of visually impaired people living in countries where corrective eye-care is either impractical or impossible, the Adspec glasses could have a huge global impact.
_
Customized Implants and Prostheses:
Implants and prostheses can be made in nearly any imaginable geometry through the translation of x-ray, MRI, or CT scans into digital .stl 3D print files. In this way, 3D printing has been used successfully in the health care sector to make both standard and complex customized prosthetic limbs and surgical implants, sometimes within 24 hours. This approach has been used to fabricate dental, spinal, and hip implants. Previously, before implants could be used clinically, they had to be validated, which is very time-consuming.
_
The ability to quickly produce custom implants and prostheses solves a clear and persistent problem in orthopaedics, where standard implants are often not sufficient for some patients, particularly in complex cases. Previously, surgeons had to perform bone graft surgeries or use scalpels and drills to modify implants by shaving pieces of metal and plastic to a desired shape, size, and fit. This is also true in neurosurgery: Skulls have irregular shapes, so it is hard to standardize a cranial implant. In victims of head injury, where bone is removed to give the brain room to swell, the cranial plate that is later fitted must be perfect. Although some plates are milled, more and more are created using 3D printers, which makes it much easier to customize the fit and design. There have been many commercial and clinical successes regarding the 3D printing of prostheses and implants. A research team at the BIOMED Research Institute in Belgium successfully implanted the first 3D-printed titanium mandibular prosthesis. The implant was made by using a laser to successively melt thin layers of titanium powders. In 2013, Oxford Performance Materials received FDA approval for a 3D-printed polyetherketoneketone (PEKK) skull implant, which was first successfully implanted that year. Another company, LayerWise, manufactures 3D-printed titanium orthopaedic, maxillofacial, spinal, and dental implants. An anatomically correct 3D-printed prosthetic ear capable of detecting electromagnetic frequencies has been fabricated using silicon, chondrocytes, and silver nanoparticles. There is a growing trend toward making 3D-printed implants out of a variety of metals and polymers, and more recently implants have even been printed with live cells.
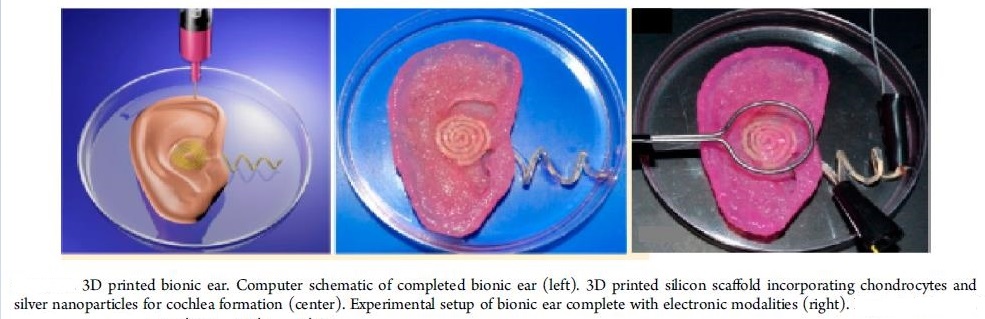
_
Knee replacement:
Printing technology has already revolutionized joint replacements. Knee replacement is a very common procedure, there are six or so different types of knees that doctors use, with each one you need to cut the bone differently. But with 3-D printing, doctors aren’t limited to those six knees. They can design one specific to each patient. Patients with custom knees don’t have to lose extra inches of bone, instead the surgeon can cut at the optimal point, which could lead to faster recovery times and better functionality. Strong, flexible new knee joints mimicking bone and cartilage can now be printed with nylon. These surgeries are available at top-tier medical facilities like the Mayo Clinic.
_
Custom 3D printed wheelchair:

______
- 3D printing based on imaging data from CT/MRI:
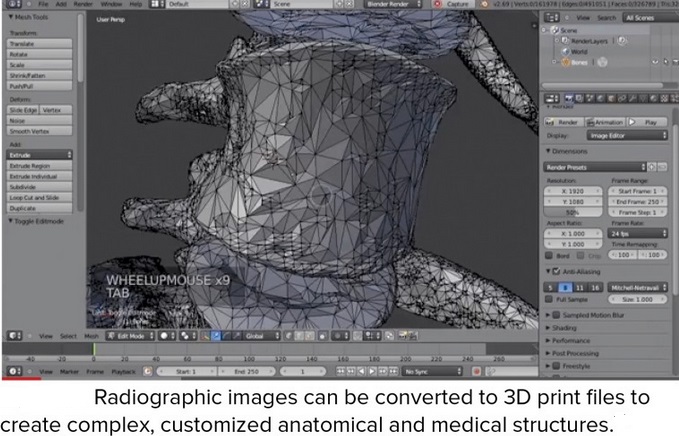
Graspable 3D objects overcome the limitations of 3D visualizations which can only be displayed on flat screens. 3D objects can be produced based on CT or MRI volumetric medical images. Using dedicated post-processing algorithms, a spatial model can be extracted from image data sets and exported to machine-readable data. That spatial model data is utilized by special printers for generating the final rapid prototype model. The main requirements are isotropic data (most cases from CT or MRI), segmentation software (e.g., 3D slicer) able to export a volumetric object as STL file format, slicing software (included with the printer), and entry-level 3D printer (most models use fused filament fabrication, FFM).
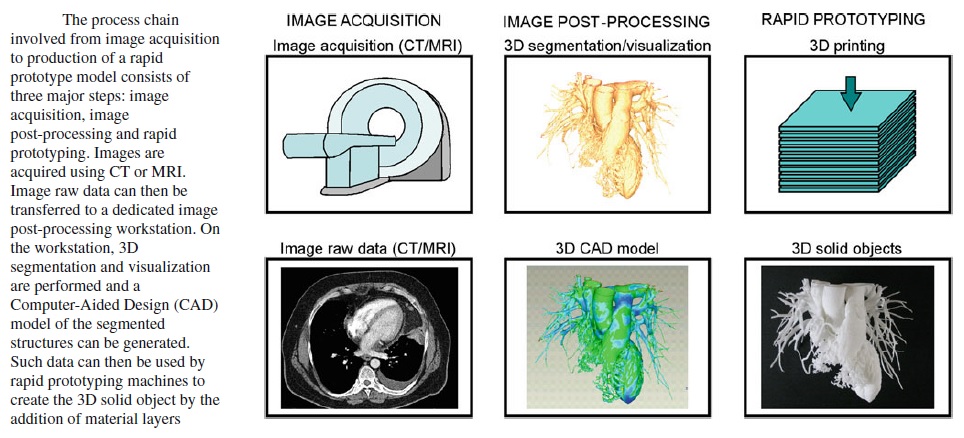
_
The major referrers for 3D printing are urology, cardiology, cardiac surgery, vascular surgery, craniomaxillofacial surgery, neurosurgery, orthopedics, and pulmonology.
_

Figure above shows 3D-printed heart, cut out to create a four-chamber axis showing an inferoseptobasal aneurysm (blue arrows) with two small ventricular septal defects (red arrows).
Some examples of potential applications of 3D printing in the following areas:
- Cardiac surgery: In the case of a septal metastasis of a malignant melanoma, a 3D-print based on an electrocardiogram-triggered, contrast-enhanced CT scan aided visualization of the tumor, helped facilitate the preoperative planning, and was used for patient education. The segmented tumor matched the resected specimen.
- Pulmonology: Anatomic relationship of a small peripheral tumor in regard to the bronchi. A hollow, high-resolution resin, 3D print allowed the pulmonologist to better plan the bronchoscopy and was used as a guiding reference for orientation during the procedure. It was also used for training purposes.
- Urology: In a case of renal cell cancer, the 3D print-based multiphasic CT scan, hand-colored after printing, boosted visualization of the tumor and facilitated the preoperative planning for the kidney vasculature and the ureter. In another case of renal cell cancer, 3D printing facilitated preoperative planning and permitted nephron-sparing robotic surgery.
- Orthopedics: 3D-print mirrored the original size of a complex fracture of the right hemipelvis. The mirrored print made it possible to use the nonfractured side as a template for the preoperative bending of the osteosynthesis plates, thereby saving time and increasing accuracy.
3D Printed Casts for broken bones:
You know how painful broken bones are? They take a long time to recover from. 3D technology can be handy in this scenario. Doctors can take X-rays or MRI scans, then build a needed structure that is an exact match for the patient using a 3D printer. This can be helpful for thousands of patients. A cortex exoskeletal cast is one such example. These casts are far better than the traditional casts used for broken bones.
__
Teaching anatomy:
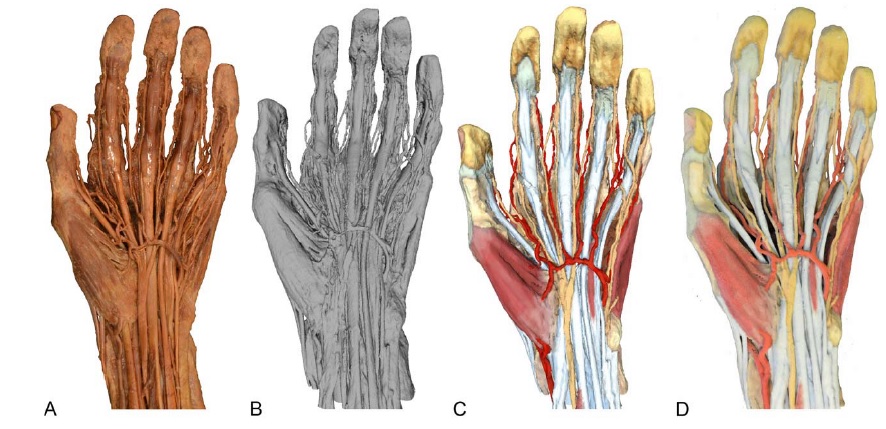
Prosection of the hand and wrist with 3D images and 3D printed model. (A) Image of CT-scanned prosection of hand and wrist; (B) The 3D computer image is constructed from the CT data (in this case, exported from the scanner workstation in DICOM format) using image processing software (e.g., Amira, Avizo, Mimics, Simpleware, 3D Slicer), which creates a stereolithography file (.STL); (C) Because CT scan does not provide information on color, anatomically realistic colors can be added using a package such as 3D Coat; (D) The colored STL file can then be printed in full color as a 3D copy of the original prosection.
_
The teaching of anatomy has consistently been the subject of societal controversy, especially in the context of employing cadaveric materials in professional medical and allied health professional training. The reduction in dissection-based teaching in medical and allied health professional training programs has been in part due to the financial considerations involved in maintaining bequest programs, accessing human cadavers and concerns with health and safety considerations for students and staff exposed to formalin containing embalming fluids. Three dimensional (3D) printing allows the creation of reproductions of prosected human cadaver and other anatomical specimens that obviates many of the above issues.
_____
- Anatomical Models for Surgical Preparation and Planning:
The individual variances and complexities of the human body make the use of 3D-printed models ideal for surgical preparation. Having a tangible model of a patient’s anatomy available for a physician to study or use to simulate surgery is preferable to relying solely on MRI or CT scans, which aren’t as instructive since they are viewed in 2D on a flat screen. The use of 3D-printed models for surgical training is also preferable to training on cadavers, which present problems with respect to availability and cost. Cadavers also often lack the appropriate pathology, so they provide more of a lesson in anatomy than a representation of a surgical patient. Researchers at the National Library of Medicine generate digital files from clinical data, such as CT scans, that are used to make custom 3D-printed surgical and medical models. 3D-printed neuroanatomical models can be particularly helpful to neurosurgeons by providing a representation of some of the most complicated structures in the human body. The intricate, sometimes obscured relationships between cranial nerves, vessels, cerebral structures, and skull architecture can be difficult to interpret based solely on radiographic 2D images. Even a small error in navigating this complex anatomy can have potentially devastating consequences. A realistic 3D model reflecting the relationship between a lesion and normal brain structures can be helpful in determining the safest surgical corridor and can also be useful for the neurosurgeon to rehearse challenging cases. Complex spinal deformities can also be studied better through the use of a 3D model. High-quality 3D anatomical models with the right pathology for training doctors in performing colonoscopies are also vital, since colorectal cancer is the second leading cause of cancer-related deaths in the U.S. With the help of 3D modeling skills, surgeon tools are easily customizable in a 3D file, to be printed after. According to the fact that the doctor or hospital own a 3D printer or use a 3D printing service, tools can be prepared for the surgery in a day and are made to measure for the patient’s body. Mayo Clinic produced around 600 surgical case models on its own 3D printers last year, has performed complete cranial reconstructions, removed complex tumours and successfully separated conjoined twins with 3D printed guides and tools.
_
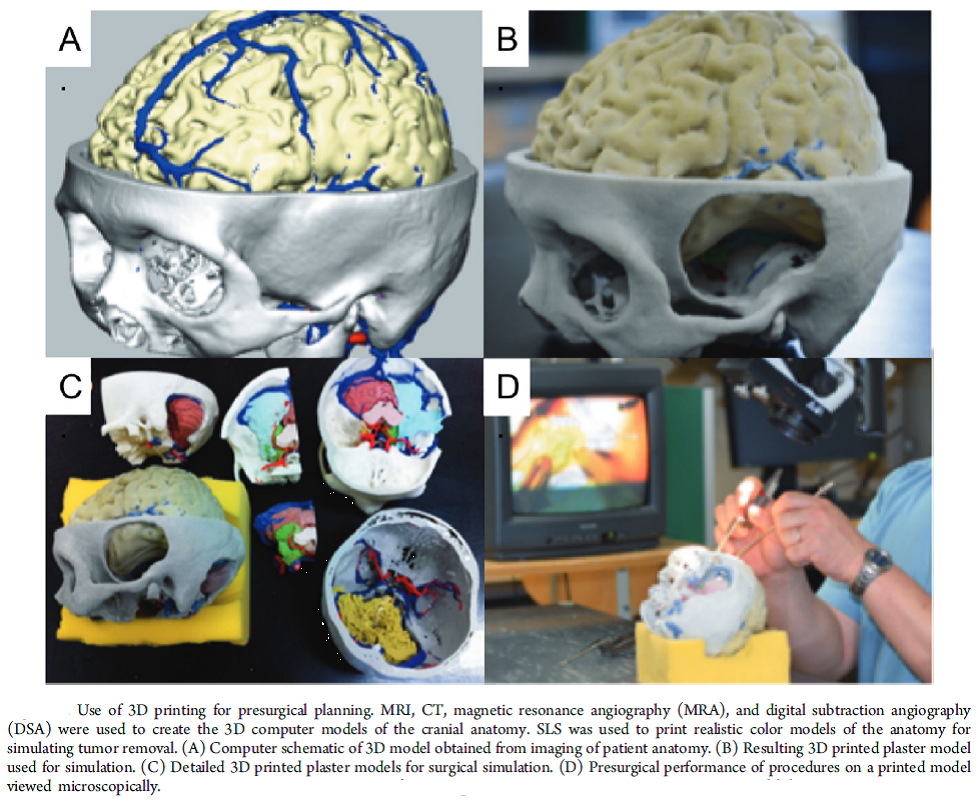
_
Surgical planning:
There are numerous advantages to patients, surgeons, and hospitals in using a 3D-printed model to devise an optimal surgical plan. It:
- Allows surgeons to try a particular approach or device in a risk-free environment;
- Provides the surgeon with practice time before performing the actual surgery, much like medical simulation;
- Minimises the time a patient is on the table, being exposed to harmful radiation, as a surgeon tries to figure out the best approach;
- Reduces surgical cost associated with longer surgery;
- Reduces cost associated with incorrect device selection (catheters, wires, or devices types and sizes);
- Determines which are the best tools for the specific patient’s case;
- Helps the surgeon choose the appropriately-sized device;
- Identifies complications so they can anticipate them in surgery.
_
3D aorta:
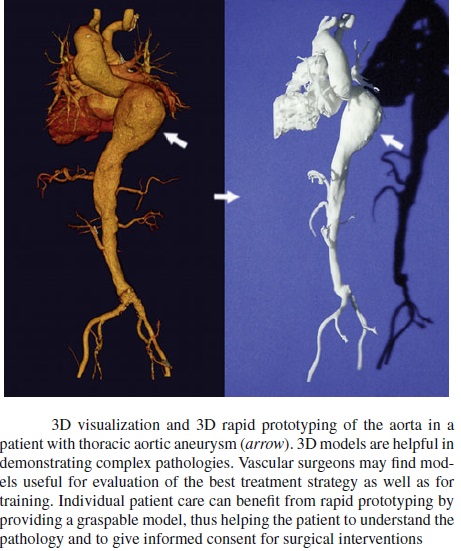
Figure above shows 3D visualization and 3D rapid prototyping of the aorta in a patient with thoracic aortic aneurysm (arrow). 3D models are helpful in demonstrating complex pathologies. Vascular surgeons may find models useful for evaluation of the best treatment strategy as well as for training. Individual patient care can benefit from rapid prototyping by providing a graspable model, thus helping the patient to understand the pathology and to give informed consent for surgical interventions adequately trained on models, surgeons feel more confident while going to the operating room for actual surgery. Besides, the pre-operative simulation of a specific and complex surgery to provides a unique opportunity to employ surgical steps in order to determine the best operating strategy, again increasing the surgeon’s confidence during the operation.
_____
- Drug dosage forms, delivery and discovery:
3D printing technologies are already being used in pharmaceutical research and fabrication, and they promise to be transformative. Advantages of 3D printing include precise control of droplet size and dose, high reproducibility, and the ability to produce dosage forms with complex drug-release profiles. Complex drug manufacturing processes could also be standardized through use of 3D printing to make them simpler and more viable. 3D printing technology could be very important in the development of personalized medicine, too. The first pill manufactured by 3D printing was approved by the FDA in August 2015. Binder-jetting into a powder bed of the drug allows very porous pills to be produced, which enables high drug doses in a single pill which dissolves quickly and can be ingested easily. This has been demonstrated for Spritam, a reformulation of levetiracetam for the treatment of epilepsy.
_______
- Dentistry:

_
Already worth $780 million in the dental market, 3D printing could become a $3.1 billion industry in this sector by 2020, according predictions in a report released in May 2015 by SmarTech. The prevalence of 3D printing in other markets is expected to grow as well, but better 3D printers and materials are already being manufactured specifically for dentists. SmarTech also predicts the sale of 3D printing systems to dental labs will double from $240 million today to $480 million by 2020. 3D printing technology is also expected to provide more than 60 percent of all dental production needs by 2025, and perhaps even more in certain areas such as dental modeling.
_
Dental implants:
Dental industry has been using artificial material for dentures, orthodontics, implants, crown, and bridges for many years. As these parts are custom made for each person, the process is both time consuming and expensive. Direct and indirect 3D printing, namely printing the actual part or a mold, has been shown to be a cheaper and faster alternative to conventional techniques.
_
How exactly do dentists use 3D printing technology?
Here are a few applications:
- Replace or repair a damaged tooth: The dentist scans the patient’s mouth with a small digital wand. This creates a 3D image of the teeth and gums, which is saved as a computer file. Computer Aided Design (CAD) software enables the dentist to digitally design the tooth repair and print the finished product on a 3D printer.
- Create an orthodontic model: Pre-3D printer technology includes having the patient bite down on gooey, uncomfortable clay so it could harden into a mold, which becomes the initial model for designing a treatment for braces or Invisalign. This is not so with 3D printing. A dentist can use the same technology highlighted in the first example to scan the teeth, design an orthodontic appliance and print the end result in-house. Invisalign braces are successful commercial use of 3D printing, with 50,000 printed every day. These clear, removable, 3D-printed orthodontic braces are custom-made and unique to each user. This product provides a good example of how 3D printing can be used efficiently and profitably to make single, customized, complex items.
- Produce crowns, bridges, caps, dentures and more: The same process outlined above can be used to 3D print all kinds of dental implants. The only difference is the precise material used in the printing process.
- Construct surgical tools: Not only can 3D printers handle the dental implants themselves, but they can also 3D print the drill guides needed to complete certain dental procedures.
_____
_____
3D printing in Education:
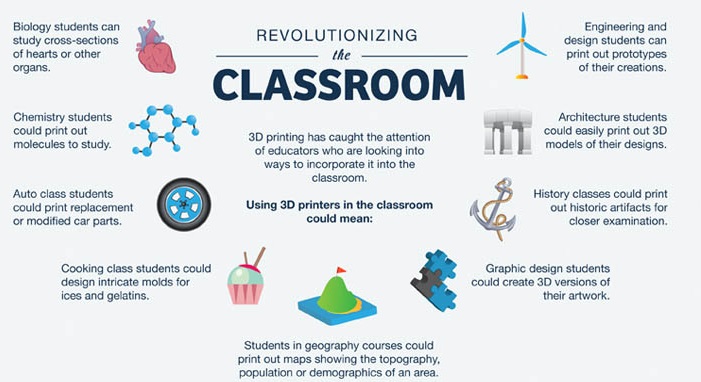
_
The ability to produce almost any object in 3D is poised to revolutionize learning. Instead of using linear, two-dimensional teaching methods to transfer knowledge and teach concepts, you can facilitate the learning experience by providing hands-on three-dimensional models. Concepts that have been historically difficult to grasp can be directly demonstrated with 3D printed visual aids that help students learn and retain ideas more easily. Learning through immersive experiences has long been a rewarding approach to education of all kinds, and with the arrival of 3D printing technology, you can apply this method nearly everywhere. Translating ideas into 3D objects changes the way you teach as well as the way your students learn. From desktop printers to professional online services using high-grade printers, 3D technology is becoming a valuable creative tool in many courses of study beyond 3D computer design. Although you may find many 3D printers are too expensive for use in a classroom environment, even the basic models facilitate interactive learning. Apart from cost, another obstacle to 3D printing in schools is the lack of familiarity in most instructors for utilizing this technology or the techniques for applying it to everyday educational use. Yet 3D printers are a natural choice for instruction in STEM courses. Science, technology, engineering and mathematics (STEM) is a term that refers to the academic disciplines of science, technology, engineering and mathematics. The term is typically used when addressing education policy and curriculum choices in schools to improve competitiveness in science and technology development. The applied knowledge in designing and creating working objects prepares your students to excel in these areas of study while acquiring valuable experience in pursuing technical careers.
Some of the most promising uses for 3D printing in education include:
- 3D printing and mathematics can work together perfectly in order to create accurate representations of hard to grasp mathematical concepts. Some students have difficulty understanding formulas and diagrams that exist only on paper and 3D printing can be used to help them envision concepts they might have trouble with.
- 3D printing allows those students who have trouble envisioning equations, elaborate graphs, and complex mathematical arrangements to experience real-world models. Also, 3D printers bring a “cool” technical aspect to a subject which most students traditionally find stale and boring.
_
3D printing provides a brand new approach to methods of design and graphics. Students no longer have to rely on two-dimensional screens and images to understand 3D models. 3D printing allows design students to explore scaled, sophisticated models they could never prepare in your lab or workshop. The introduction of 3D printing to educational environments means students can iterate through variations of their designs and see how they perform. Young designers can push their creative ideas as far as your 3D software allows.
_

Ways 3D Printing can be used In Education
- Engineering design students can print out prototypes
- Architecture students can print out 3D models of designs
- History classes can print out historical artifacts for examination
- Graphic Design students can print out 3D versions of their artwork
- Geography students can print out topography, demographic, or population maps
- Cooking students can create molds for food products
- Automotive students can print out replacement parts or modified examples of existing parts for testing
- Chemistry students can print out 3D models of molecules
- Biology students can print out cells, viruses, organs, and other critical biological artifacts
- Math students can print out “problems” to solve in their own learning spaces, from scale models to city infrastructural design challenges
_
3D Printing in Education – International Survey:
In 2016, Dimensional Research carried out an international survey of over 300 educational institutions regarding the adoption of 3D printing. Of those surveyed, 99% have at least one printer however direct student access and further expansion continues to be restricted due to three key challenges:
- Security & Access: Ensuring safe and secure access to 3D printers.
- Cost Management: Managing ongoing costs and justifying the Return on Investment (ROI).
- Incorporating into Curriculum: Incorporating 3D printing projects into classroom curriculum.
__
The benefits of 3D printing in education:
Away from the concerns that 3D printing could undermine skilled occupations or be used to manufacture dangerous products such as firearms, certain parts of the education sector have welcomed this technology with open arms. This is because of the numerous benefits 3D printing can bring:
- New learning possibilities – In addition to literally seeing their designs come to life, students can interact with the finished product and experience it the way not previously possible.
- Access to learning materials – If a school or teacher doesn’t have access to learning materials, they can simply make them then and there.
- Creates excitement and engagement – Rather than passively reading from a textbook or listening to the teacher, students will have a more active interest in 3D printing, as it is very much a hands-on activity.
- Encourages creativity and innovation – With access to design software and a 3D printer, the possibilities of what a student can create are endless, which encourages greater innovation.
- Promotes critical thinking and problem solving-skills – In areas of education where students must exercise critical thinking and problem-solving skills, a 3D printer can assist immeasurably.
- Better knowledge retention rates – People learn new information and knowledge more effectively if they do rather than just seeing or listening.
- Affordable teaching tool – As opposed to a few years ago when 3D printers cost thousands of pounds, they are now much more affordable and cheaper than alternative teaching tools such as laptops and computers.
Although some may feel as though 3D printing is simply a way for students to experiment and express their creativity, this technology can be much more practical than that. In fact, learning materials produced for subjects like maths and science could inspire the next generation of engineers, architects, designers, or any other creative yet empirical occupation. It can also help students that struggle with learning theories and topics from a textbook but are much more capable when given tangible objects to work with. Therefore, students that were previously disillusioned with education could not only be reinvigorated by the prospect of learning but also unlock their hidden potential.
_
Some authors have claimed that 3D printers offer an unprecedented “revolution” in STEM education. The evidence for such claims comes from both the low cost ability for rapid prototyping in the classroom by students, but also the fabrication of low-cost high-quality scientific equipment from open hardware designs forming open-source labs. Engineering and design principles are explored as well as architectural planning. Students recreate duplicates of museum items such as fossils and historical artifacts for study in the classroom without possibly damaging sensitive collections. Other students interested in graphic designing can construct models with complex working parts easily. 3D printing gives students a new perspective with topographic maps. Science students can study cross-sections of internal organs of the human body and other biological specimens. And chemistry students can explore 3D models of molecules and the relationship within chemical compounds.
______
______
Architecture:
Architectural models have long been a staple application of 3D printing processes, for producing accurate demonstration models of an architect’s vision. 3D printing offers a relatively fast, easy and economically viable method of producing detailed models directly from 3D CAD, BIM or other digital data that architects use. Many successful architectural firms, now commonly use 3D printing (in house or as a service) as a critical part of their workflow for increased innovation and improved communication. More recently some visionary architects are looking to 3D printing as a direct construction method. Research is being conducted at a number of organizations on this front, most notably Loughborough University, Contour Crafting and Universe Architecture. Iron oxide-free Portland cement powder has been used to create architectural structures up to 9 feet in height.
____
____
Automotive industry:
According to a January 2016 report by the US consultancy Frost & Sullivan, the application scope of 3D printing is currently restricted to the production of extremely low volume parts and production tooling. Despite this, the firm forecasts that the technology will generate $ 4.3 billion in the automotive industry by 2025, and achieve deeper penetration in production and the aftermarket. In cars, trucks, and aircraft, AM is beginning to transform both (1) unibody and fuselage design and production and (2) powertrain design and production.
_
General Motors:
When General Motors (GM) started to build the 2014 Chevrolet Malibu, engineers at the company used 3D printing to save time required in prototyping the parts for the vehicle. GM used stereolithography, specialized software, math data and laser sintering to build parts out of liquid resin in order to make improvements to the Malibu. General Motors said that the rapid prototyping proved especially useful for the floor console, which has smartphone holders for the driver and passenger. The parts were also lighter weight so that it gives the Malibu an improved fuel economy. GM used 3D printing for the front fascia design to test vehicles in wind tunnels. 3D printing was also used to sculpt the front-seat back panels.
Ford Motor Company:
Ford Motor: Company uses 3D printing to make prototypes of many parts in their vehicles, such as cylinder heads, brake rotors, shift knobs and vents. 3D printing was used at Ford’s Torrence Avenue Assembly Plant for the production of the Explorer and EcoBoost engines.
Urbee 2:
Jim Kor and his team of engineers are building a whole vehicle with 3D printers called the Urbee 2. The body of the original Urbee was made through the use 3D printing. However, the Urbee 2 as a whole will be mostly 3D printed. The Urbee 2 will also look more like a production-ready car compared to the original.

Urbee is the name of the first car in the world car mounted using the technology 3D printing (its bodywork and car windows were “printed”). Created in 2010 through the partnership between the US engineering group Kor Ecologic and the company Stratasys (manufacturer of printers Stratasys 3D), it is a hybrid vehicle with futuristic look. Kor’s team will be driving the Urbee 2 from New York to San Francisco upon completion and is expected to use less energy than most other production cars. Their goal is to use 10 U.S. gallons of gas for the whole trip.
_
3D printed bus:
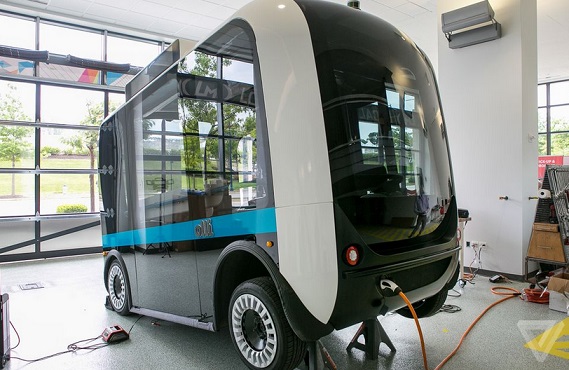
_____
_____
Aviation:
Like many industries, the aerospace industry is increasingly adopting 3D printing and rapid prototyping technologies to develop aircraft parts in the pursuit of trimming down manufacturing costs. As a matter of fact, one of the major players in the aerospace domain, Boeing, already makes use of 3D printing technology extensively and printed over 22,000 parts last year. In May 2015 Airbus announced that its new Airbus A350 XWB included over 1000 components manufactured by 3D printing.
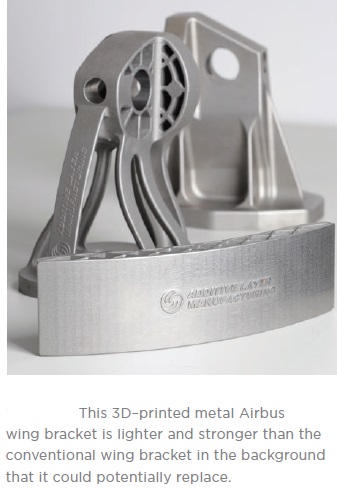
3D printing is also being utilized by air forces to print spare parts for planes. In 2015, a Royal Air Force Eurofighter Typhoon fighter jet flew with printed parts. The United States Air Force has begun to work with 3D printers, and the Israeli Air Force has also purchased a 3D printer to print spare parts. In 2017, GE Aviation revealed that it had used design for additive manufacturing to create a helicopter engine with 16 parts instead of 900, with great potential impact on reducing the complexity of supply chains. Moreover, General Electric (GE) recently announced an investment of $50 million to 3D print fuel nozzles for the next-generation LEAP jet engine. The sudden inclination of aerospace industry towards additive manufacturing is mainly due to the possibility to achieve significant weight reduction. According to American Airlines, for every pound of weight removed from the aircraft, the company saves 11,000 gallons of fuel annually.
_
3D printing, married to traditional metal casting, could reshape manufacturing:
Researchers created a 3D design used to print a plastic airline seat frame. That plastic seat frame was then coated in ceramic material and heated until the plastic evaporated. The resulting ceramic mold was then used to metal cast the new seat frame. A proof-of-concept project could save airlines hundreds of millions of dollars. Autodesk has partnered with a Michigan foundry in a 3D printing proof-of-concept project that resulted in a new magnesium commercial airline seat frame so light it could save an airline more than $200 million in fuel costs. Autodesk and Aristo Cast claim that if an aircraft maker such as Airbus were to replace all 615 seats on its A380 jets with the new, lighter magnesium seat frames — across a fleet of 100 planes which typically have a 20-year lifespan — the move would save $206 million, based on average jet fuel costs in 2015. Along with reducing fuel costs, the new seats could also mean 126,000 fewer tons of C02 emissions if used on a single model aircraft.
_
Unmanned Aerial Systems:
Recently, BAE Systems unveiled 2,040 aircraft engineering concepts incorporating on-board 3D printing to develop UAVs. The concept explains how an aircraft examines the disaster and reports to the mission control where the required engineering data is fed to the on-board printers to print unmanned aerial vehicles according to the requirements of the disaster scenario. Eventually, these 3D printed UAVs will perform rescue operations or monitor the situation. While this concept is still on the drawing board, BAE Systems has already invested ₤117m in research and development to ensure that these concepts can be turned into a reality.
______
______
Space:
NASA engineers drew on ingenuity and advanced technology. About 70 of the parts that make up the rover were built digitally, directly from computer designs, in the heated chamber of a production-grade Stratasys 3D Printer. For its 3D-printed parts, NASA uses ABS, PCABS and polycarbonate materials. FDM, patented by Stratasys, is the only 3D-printing method that supports production-grade thermoplastics, which are lightweight but durable enough for rugged end-use parts. Recently, NASA’s rocket engine injector made from a 3D printer passed a major hot fire test. In the test, the rocket engine injector generated 10 times more thrust than any injector made from 3D printing in the past.

NASA engineers were able to build the injector with selective laser melting in order to fuse together nickel-chromium alloy powder. The test part was the size of an injector used in a small rocket engine, but the design is similar to what an injector looks like in a larger engine. The injector can be scaled to a larger size when it is production-ready.
_
3D Printing as a Service (3DPaaS):
NASA is looking ahead to explore 3D printing as a service for rapid pre-prototyping. “3D printing makes it easier to capture the imagination of the mission concepts. We can see what others are imagining,” said Tom Soderstrom, IT chief technology officer at NASA Jet Propulsion Laboratory. Using 3DPaaS, engineers could obtain peer reviews, alternative design concepts, and approval for final prototype. With open source design development, there will be a possibility to integrate multiple ideas from the outside, thereby reducing the build time considerably and also minimizing costs.
__
3D printing in zero-gravity:
Getting into space takes a lot of fuel and preparation and whenever something goes wrong in space, there may be limited equipment or spare parts available. Transporting items into space is, of course, incredibly expensive and astronauts may need to wait for the next mission to get the parts they need or figure out alternative solutions to their problems. With 3D printing available however, they can print out parts, tools or other items they need in the event of an emergency. One of the most logical uses for 3D printing is printing parts, tools, and other gadgets for astronauts while they’re in space. It can also help accelerate the building of parts for the International Space Station. The Zero-G Printer, the first 3D printer designed to operate in zero gravity, was built under a joint partnership between NASA Marshall Space Flight Center (MSFC) and Made In Space, Inc. In September 2014, SpaceX delivered the zero-gravity 3D printer to the International Space Station (ISS). On December 19, 2014, NASA emailed CAD drawings for a socket wrench to astronauts aboard the ISS, who then printed the tool using its 3D printer. Applications for space offer the ability to print parts or tools on-site, as opposed to using rockets to bring along pre-manufactured items for space missions to human colonies on the moon, Mars, or elsewhere. On a related note, an engineer won a grant from NASA last year to prototype a machine that will print food that’s better than the freeze-dried stuff astronauts normally eat.
______
______
Guns:
AM’s impact on firearms involves two dimensions: new manufacturing methods for established companies, and new possibilities for the making of do-it-yourself firearms. In 2012, the US-based group Defense Distributed disclosed plans to design a working plastic 3D printed firearm “that could be downloaded and reproduced by anybody with a 3D printer.” After Defense Distributed released their plans, questions were raised regarding the effects that 3D printing and widespread consumer-level CNC machining may have on gun control effectiveness. [Vide infra]
_____
_____
Consumer products:
Consumer electronics:
Poly-Jet technology can produce models with exceptionally thin walls — 0.6mm or less — ideal for small devices densely packed with minute components. Smooth finish and realistic colors make these models virtually indistinguishable from the end product.
_
Sporting goods:
Prototypes often require a combination of rigid and flexible materials. Think of a helmet’s hard shell and padded interior, or a pair of ski goggles with tinted lenses and rubber over molding. Only Poly-Jet technology can produce prototypes with multiple materials and colors in a single, automated build, so it’s ideal for sporting goods designers with an eye for aesthetics. FDM Technology works with production-grade thermoplastics to produce parts with high impact strength and great durability. It’s perfect for components that need to withstand tough and repeated functional testing.
_
Toys:

_
Kids used to have a fairly limited choice when buying their toys. No more. Imagine getting to decide exactly what color your toy’s hair is. Or what the saddle looks like. Now kids can customize their own unique toy, thanks to the innovations of 3D printing. The toy industry is among the biggest beneficiaries of the technology. Toys already tend to be small and made out of plastic, making it easy to 3D print them. McKinsey estimates the total economic impact of 3D printing technology will be $230-$550 billion per year by 2025, $100-$300 billion of which will be direct consumer products such as toys.
__
Jigs and Fixtures:
Inkjet-based technology and FDM Technology, both available from Stratasys, provide fast and accurate methods to produce and manufacture tools. 3D printing jigs and fixtures with inkjet or FDM can help reduce the backlog for an in-house machine shop and be used as a bridge-to-tooling solution.
______
______
Manufacturing:
Cloud-based additive manufacturing:
Additive manufacturing in combination with cloud computing technologies allows decentralized and geographically independent distributed production. Cloud-based additive manufacturing refers to a service-oriented networked manufacturing model in which service consumers are able to build parts through Infrastructure-as-a-Service (IaaS), Platform-as-a-Service (PaaS), Hardware-as-a-Service (HaaS), and Software-as-a-Service (SaaS). Distributed manufacturing as such is carried out by some enterprises; there is also a services like 3D Hubs that put people needing 3D printing in contact with owners of printers. Some companies offer on-line 3D printing services to both commercial and private customers, working from 3D designs uploaded to the company website. 3D-printed designs are either shipped to the customer or picked up from the service provider.
_
Mass customization:
Companies have created services where consumers can customize objects using simplified web based customisation software, and order the resulting items as 3D printed unique objects. This now allows consumers to create custom cases for their mobile phones. Nokia has released the 3D designs for its case so that owners can customize their own case and have it 3D printed.
_
Rapid manufacturing:
Advances in RP technology have introduced materials that are appropriate for final manufacture, which has in turn introduced the possibility of directly manufacturing finished components. One advantage of 3D printing for rapid manufacturing lies in the relatively inexpensive production of small numbers of parts. Rapid manufacturing is a new method of manufacturing and many of its processes remain unproven. 3D printing is now entering the field of rapid manufacturing and was identified as a “next level” technology by many experts in a 2009 report. One of the most promising processes looks to be the adaptation of selective laser sintering (SLS), or direct metal laser sintering (DMLS) some of the better-established rapid prototyping methods.
_
Rapid prototyping:
Industrial 3D printers have existed since the early 1980s and have been used extensively for rapid prototyping and research purposes. These are generally larger machines that use proprietary powdered metals, casting media (e.g. sand), plastics, paper or cartridges, and are used for rapid prototyping by universities and commercial companies.
_
Agile tooling:
Agile tooling is a term used to describe the process of using modular means to design tooling that is produced by additive manufacturing or 3D printing methods to enable quick prototyping and responses to tooling and fixture needs. Agile tooling uses a cost effective and high quality method to quickly respond to customer and market needs. It can be used in hydro-forming, stamping, injection molding and other manufacturing processes.
______
______
3D printed Food:
Food is one of fundamental ingredients of life which is at the base of the pyramid of human needs. Bringing the food industry to the digital age is one of the essential and revolutionary applications of 3D printing. Applying this technology enables fast automated and repeatable processes, freedom in design, as well as allowing large and easy variability of the cooking process which can be customized for each region or individual. Using robotic layer based food printing systems allows the recipe of the food to be digitized and saved in order to prepare very repeatable and high quality dishes without any margin for operator error. Also, the shape and decoration of the food can be individualized based on the customer or the occasion. Additive manufacturing of food is being developed by squeezing out food, layer by layer, into three-dimensional objects. A large variety of foods are appropriate candidates, such as chocolate and candy, and flat foods such as crackers, pasta, and pizza. NASA has considered the versatility of the concept, awarding a contract to the Systems and Materials Research Consultancy to study the feasibility of printing food in space. One of the problems with food printing is the nature of the texture of a food. For example, foods that are not strong enough to be filed are not appropriate for 3D printing.

_______
_______
Construction industry:
In the construction industry, Construction 3D printing can be used to create construction components or to ‘print’ entire buildings. Construction is well-suited to 3D printing as much of the information necessary to create an item will exist as a result of the design process, and the industry is already experienced in computer aided manufacturing. The recent emergence of building information modelling (BIM) in particular may facilitate greater use of 3D printing. Shanghai firm WinSun Decoration Design Engineering has used large 3D printers to spray a mixture of quick drying cement and recycled raw materials (ref BBC). This has enabled them to construct 10 small demonstration ‘houses’ in less than 24 hours. They have suggested that each house can be printed for less than $5,000. Their system fabricates blocks off-site by layering the cement mix in a diagonally reinforced pattern. The blocks are then assembled on site. Winsun believe it will be possible to use the technique to build larger houses or even skyscrapers in the future. In 2015, they announced they had printed and entire villa and a five-storey apartment building. Researchers at MIT have designed a system that can 3D print the basic structure of an entire building. It’s a strategy towards building that could radically lower the costs of construction.
_
3D Concrete Printing robot:
At the Viva Technology conference in Paris, France few weeks ago, they gave attendees a live demonstration of the 3D Concrete Printing robot made by partner, CyBe Construction. The company claims the technology dramatically decreases the time required for the construction process by as much as a massive 75%. It doesn’t take an economics degree to understand that’s a massive cost saving as well. The concrete is actually a product called CyBe MORTAR which sets in just a matter of minutes, achieving its total structural strength in about an hour. Thanks to these properties, the robot is able to extrude layer after layer building the structure in virtually any shape physics will allow. Walls are just one of the applications, park benches and even planter boxes are also possible using the 3D concrete printing technology. The robot can move in as many as 6 axes and prints at a rate of 20cm per second. That means every 5 seconds it can cover a 1m, so you start to understand how fast this thing really is. Its arm can cover a range of 2.75m and in some applications, its placed on a height adjustable platform that means there’s almost no limitation on the height possible. The robot connects via an Ethernet cable to a computer running dedicated CyBe software. This software can handle most CAD models and does the structural verification ahead of time.
_
Benefits of 3D printing in construction:
- Reduced materials usage
- Increasing the ability to design a larger variety of customized homes and buildings
- Savings of 30%-60% in construction waste
- Reduction of production time by 50%-70%
- Reduction of construction labor costs by 50%-80%
_____
Environmental use:
In Bahrain, large-scale 3D printing using a sandstone-like material has been used to create unique coral-shaped structures, which encourage coral polyps to colonize and regenerate damaged reefs. These structures have a much more natural shape than other structures used to create artificial reefs, and, unlike concrete, are neither acid nor alkaline with neutral pH.
_______
_______
Sociocultural applications:
_
Fashion and clothing:
3D printing has entered the world of clothing with fashion designers experimenting with 3D-printed bikinis, shoes, and dresses. In the world of high fashion courtiers such as Karl Lagerfeld designing for Chanel, Iris van Herpen and Noa Raviv working with technology from Stratasys, have employed and featured 3d printing in their collections. Selections from their lines and other working with 3d printing were showcased at the 2016 Metropolitan Museum of Art Anna Wintour Costume Center, exhibition “Manus X Machina”.

_
3D printed clothes:
Clothes are created with different kinds of fabrics, thread and a needle. Often buttons or zippers are used to enable people to open and close different parts of the clothing. To create clothes seamstresses draft clothing designs (these are called patterns), cut patterns and sew patterns together to create the final garment. Complex clothing patterns are often drafted and redesigned dozens of times. In some cases it may take a seamstress around 40 hours to develop a final clothing pattern, and an additional 60 hours to cut and sew it. Traditionally for thousands of years, seamstresses and tailors would sew clothing by hand. Later in years, people invented sewing machines and transitioned to using sewing machines more often instead of sewing by hand.
What are digital 3D clothes and how are they made?
There are two kinds of digital clothing, conforming clothes and dynamic clothes.
Conforming clothes such as conforming DAZ clothing or Poser clothes, are clothes that are rigged for a specific model. Conforming clothes are usually skin-tight and do not have realistic wrinkles. Dynamic 3D clothes on the other hand drapes realistically when simulated and adjusts itself whenever one changes the 3D model’s pose. Dynamic clothes also move realistically when animated and some programs even allow for wind controllers to simulate wind blowing the clothes. To create conforming clothes one needs to sculpt the clothing in a digital sculpting program, or model the clothes in a 3D modeling program. Then, one needs to rig the clothes for the 3D model. To create dynamic 3D clothes, one needs to use a cloth simulation software to create, simulate and animate the clothes in.
_
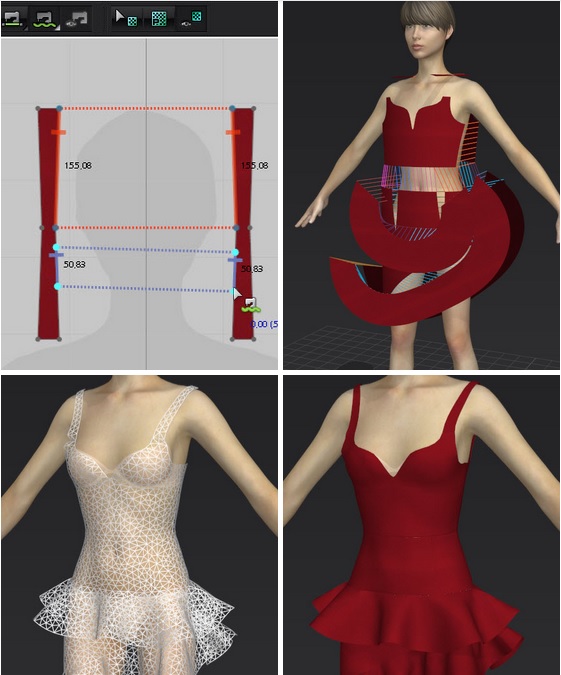
_
When viewed in wire-frame mode, one can see the 3D clothing models mesh which is usually either composed of quadrangles or triangles. 3D clothing models can be textured with graphic overlays, seamless pattern designs (such as for example floral designs or realistic fabric weaves), colors of the clothes can be changed and realistic fabric detail can be added with Normal maps or Displacement maps. 3D clothes can be rendered either with a human 3D model or without a 3D model. For fashion catalogs the clothing is often displayed without a 3D human model inside. One major problem has been with the materials. The synthetic materials that are commercially available at present for 3D printing, such as polylactic acid, are not comfortable or flexible enough for clothing. They print as solids that don’t have the spaces to let air pass in and out that you get in conventional fabrics. This means they don’t absorb body moisture and they are neither breathable nor drapeable. Beyond the materials, more work also needs to be done to understand how to make designs with good drapeability and translate them into wearable clothes.
___
3D-Printed Shoes:
It is not just bikinis that are being printed out by enterprising businesses. Kerrie Luft, a British designer designed a whole range of shoes using the technology, which were displayed at Selfridges in Oxford Street in March 2013. She initially began using 3D printing to visualise her designs without having to create a costly mould, which is another benefit that the technology can have for designers. Her striking designs are now proving to be a hit, and even Björk has ordered a pair. In commercial production Nike is using 3D printing to prototype and manufactures the 2012 Vapor Laser Talon football shoe for players of American football, and New Balance is 3D manufacturing custom-fit shoes for athletes.
_
Custom made shoes:
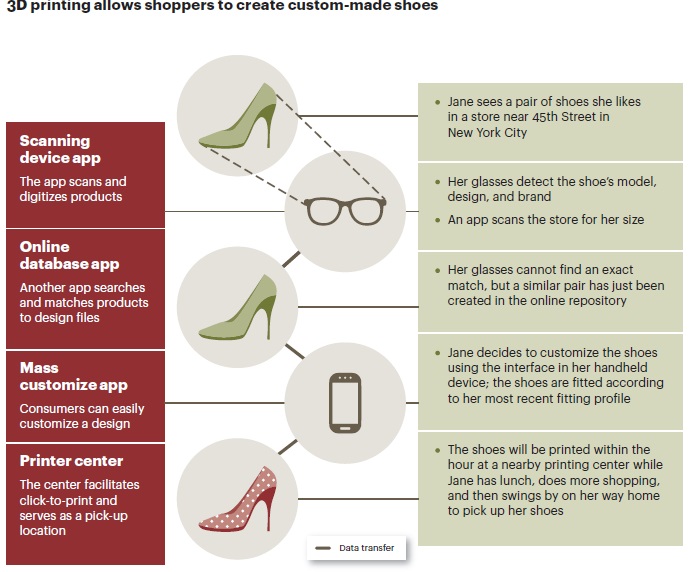
____
Art / Design / Sculpture:
Artists and Sculptors are engaging with 3D printing in myriad of different ways to explore form and function in ways previously impossible. Whether purely to find new original expression or to learn from old masters this is a highly charged sector that is increasingly finding new ways of working with 3D printing and introducing the results to the world. There are numerous artists that have now made a name for themselves by working specifically with 3D modelling, 3D scanning and 3D printing technologies.
- Joshua Harker
- Dizingof
- Jessica Rosenkrantz at Nervous System
- Pia Hinze
- Nick Ervinck
- Lionel Dean
- And many others.
The discipline of 3D scanning in conjunction with 3D printing also brings a new dimension to the art world, however, in that artists and students now have a proven methodology of reproducing the work of past masters and creating exact replicas of ancient (and more recent) sculptures for close study – works of art that they would otherwise never have been able to interact with in person. The work of Cosmo Wenman is particularly enlightening in this field.
_
Modernist Jewellery:
3D printed jewellery is already on the market, and it’s surprisingly affordable. By using 3D printers, jewellery makers can produce intricate designs in half the time, using precious metals as well as plastic and brass. This 3D printed jewellery is an art form in its own right, creating geometrically modern custom designs that are already growing popular amongst consumers around the globe.
_
Museums:
The majority of artworks and sculptures kept by the Smithsonian Institute are not shown to the public. Only 2% of its 137 million objects are being shown at any one time as they are too historically important or too fragile to be exposed to the public constantly. With 3D printing, museums can offer scans of their pieces to the public instead. In fact, not only can they view these masterpieces, they can also touch and get up close to the art or sculpture – things you can’t do with the originals. On top of helping preserve great masterpieces, 3D-printed sculptures can help educate the masses about old and modern art.
Cultural Heritage:
In the last several years 3D printing has been intensively used by in the cultural heritage field for preservation, restoration and dissemination purposes. Many Europeans and North American Museums have purchased 3D printers and actively recreate missing pieces of their relics. The use of 3D scanning technologies allows the replication of real objects without the use of moulding techniques that in many cases can be more expensive, more difficult, or too invasive to be performed, particularly for precious artwork or delicate cultural heritage artifacts where direct contact with the moulding substances could harm the original object’s surface. While you rarely think about it when visiting a museum, many of those exhibited pieces are very delicate and need to be handled with extreme care. But what do you do when you have to take these fragile works of art out to multiple venues, or even a national tour? While you might be successful through extreme fussing about, the curators from a museum in Salem, MA, chose a 3D printing solution. For a national tour of an exhibition on Thomas Hart Benton, the Peabody Essex Museum created a 3D printed replica of a particularly fragile clay maquette. The Metropolitan Museum of Art and the British Museum have started using their 3D printers to create museum souvenirs that are available in the museum shops. Other museums, like the National Museum of Military History and Varna Historical Museum, have gone further and sell through the online platform Threeding digital models of their artifacts, created using Artec 3D scanners, in 3D printing friendly file format, which everyone can 3D print at home.
_
Guitars:
Unlike violins, whose shape and sound doesn’t stray far from the classic standard, there’s a lot more freedom in guitar design and material use. 3D-printed Gibson Les Paul is a fully functional guitar displayed at Maker Faire exhibition. Summit is already envisioning a future where musicians order custom guitars to produce unique sounds.
_
Gifts:
3D printing is becoming popular in the customisable gifts industry, with products such as personalized models of art and dolls, in many shapes: in metal or plastic, or as consumable art, such as 3D printed chocolate.
_____
_____
Figure below is a synopsis of 3D printing applications:
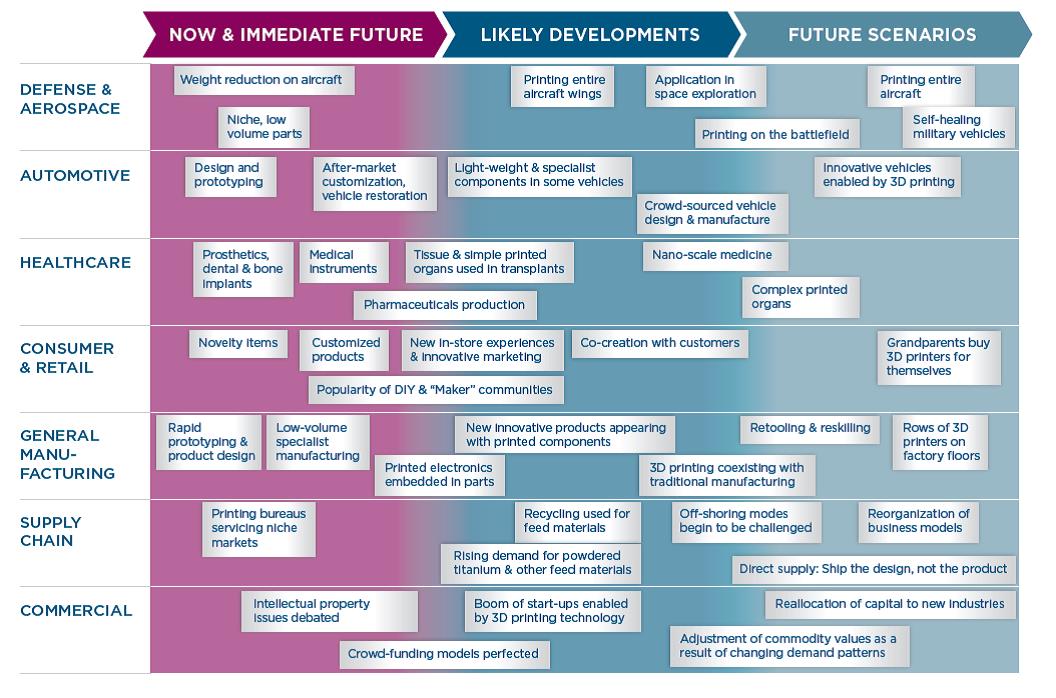
_____
_____
Challenges and limitations of 3D printing:
Challenges:
- Creating useful 3D content is not easy. While anybody can whip up a document for printing, designing 3D data needs the use of sophisticated design software or scanning/digitizing hardware. The ability to use these products need training and investment and is beyond the reach of the average consumer.
- Not all 3D is created the same. Just because one can visualize a 3D image on the computer screen does not mean that it can be 3D printed. 3D printers require 3D data to conform to certain geometric constraints as well as to be of a specific format. This means that there is a need for “middle-ware” software systems that take input 3D data and convert it to 3D data that is amenable to be 3D printed. Again use of these systems requires training and investment of time and resources.
- Hardware must improve for 3D printing to succeed with complex items:
You can see in the table below that as hardware improves, multi-material complex object with high precision can be printed.
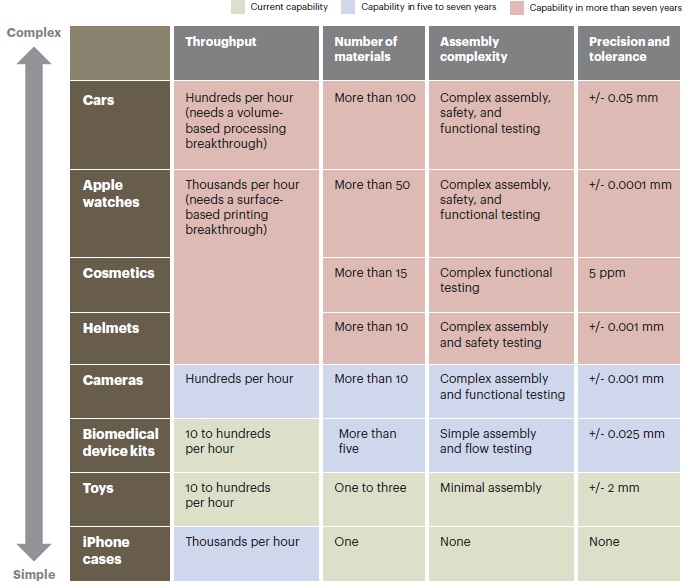
- There are other two big challenges: One is functionality and the other is automation. We need to be able to enable 3D-printing to print more than just plastic Yoda heads or Eiffel Towers. And we need to enable these objects to have more function – that could be mechanical function or electrical function like with Project Wire, or adding InfraStructs-like technology to make these things machine-readable. Then you need to be able to scale – you need automation to enable that broad range of objects to be made in volume, in not just hundreds but millions of objects.
____
Limitations of 3D printing:
The limitations of 3D printing in general include expensive hardware and expensive materials. This leads to expensive parts, thus making it hard if you were to compete with mass production. It also requires a CAD designer to create what the customer has in mind, and can be expensive if the part is very intricate. 3D Printing is not the answer to every type of production method. 3-D printing won’t replace other manufacturing technology. 3D printing is not going to revolutionize the manufacturing sector, rendering traditional factories obsolete. 3D printing simply works best in areas where customization is the key, from printing hearing aids to dental implants. Using a combination of 3D scanning and printing, implants can be customized to specific anatomic circumstances in a way that was simply not feasible beforehand. However, we also know that 99% of all manufactured parts are standard and do not require customization. In these cases, 3D printing has to compete with scale-driven manufacturing processes and rather efficient logistics operations. The simple fact of the matter is the economics of 3D printing now and for the foreseeable future make it an unfeasible way to produce the vast majority of parts manufactured today. So instead of looking at it as a substitute for existing manufacturing, we should look to new areas where it can exploit its unique capabilities to complement traditional manufacturing processes.
- Precision is limited:
3D printers have a limited precision. The nozzle output is about 0.4mm, and trying to print details below 0.1mm is usually worthless. It is very well suited to many objects, but you will have hard times trying to replace the smallest broken nylon gear in your compact camera with a 3D printer. Even the professional or semi-professional selective laser sintering technique will not make it possible sometimes. Precision can be increased by using a smaller nozzle. But you will suffer from excessively long prints. Also a smaller nozzle will make it increasingly difficult to fine-tune the proper printing parameters. The quality and homogeneity of the filament being extruded will also impact the extrusion much more.
- Strength:
3D printed parts are not as strong as traditionally-manufactured parts. Their layer-by-layer technique of manufacturing is both their biggest strength and their greatest weakness. In something like injection moulding, you have a very even strength across the part, as the material is of a relatively consistent material structure. In 3D printing, you are building it in layers — this means that it has laminate weaknesses as the layers don’t bond as well in the Z axis as they do in the X and Y plane. This is comparable to a Lego wall — you place all the bricks on top of each other, and press down: feels strong, but push the wall from the side and it breaks really easily.
- Printable material is limited:
Generally speaking, you can only print in one material, and this is generally a plastic. Now look around you…how many items are in your room that are made up of a single piece of plastic — just plastic, nothing else? I can see two things; a cup and a lens cap. The cup cost 5p. The lens cap was expensive, but requires very high accuracy and acute clips (not great on a 3D print thanks to the layers causing weaknesses). Would I 3D print it? No. Most items in the house are made up from multiple materials, and most of them are both metal and plastic. Those two cannot be made together as their melting temperatures are hundreds, if not thousands of degrees apart. Then, professional printing techniques offer metallic powders to be fused by high power lasers, but the results still may be brittle (or at least quite expensive). Do not think you could print anything that will stay close to an engine that heats, as your object will just melt. For example, the common PLA we use becomes soft on as low as 50°C (~120°F), and no plastic you can print will stand more than 200°C (~400°F).
- Machine range:
So you can 3D print in hundreds of different types of materials, but can they all be done in your living room? Absolutely not. People seem to forget that there are loads of different types of 3D printers, all of which have advantages and disadvantages. FDM, the main consumer form of 3D printers, extrudes ABS or PLY in a relatively safe manner, with the materials cooling down quickly, meaning the parts are safe to touch straight off the machine (and leave little in the way of mess). This is definitely not true for any other type of printer. Resins, though higher detail, are really messy and expensive; powder-based printers are really messy, and sometimes explosive (never make the 3D printed gun on a powder-based printer); others operate at high temperatures or produce masses of waste. This basically leaves us with FDM (which by the way has the worst surface finish) as the only really suitable technology for the home.
- Surface finish:
People hear you can print in plastic, so they visualise a plastic item. This is likely to be gloss and smooth. They don’t visualise a matt finish with rough layer lines all over. Many companies offer a ‘smooth’ surface finish, but often neglect to add the suffix ‘for 3D printing’. You can also post-process parts, but this generally involves labour and/or chemicals like acetone (really nasty stuff) and loses detail and tolerance on parts.
- Printing/production speed:
Printing is really slow! Slicing a bit object into 0.1mm layers and filling them successively with a 0.4mm nozzle just take ages. In fact, as of today, printing something quicker than 20 minutes is rare, and any owner experienced hour-long prints (if not day-long). Many people say that 3D printing is quick but items regularly take hours to print, even days. And the longer it takes to print, the more chances are that a failure happens at some point in the process…Unless you have very specific requirements and unless you can pay a lot for it, a 3D printer is not a productive factory… This is even true for professional 3D printers, except for some limited fields like in the prosthetic or the space industry, or when deeply mixed material is needed, or when intricate shapes just cannot be molded or carved. Past a few items per day, you will find it is really not appropriate. You can speed this up by making the layers thicker, but as soon as you do this, you lose your surface finish quality. The notion of ‘but it’ll get faster in the future’ is not necessarily true, as we are limited by the chemical properties of materials such as ABS and PLY — these materials can only be extruded so fast, and at such a rate before you start to destroy the properties of the part. This is happening with the top-end machines right now for FDM (Fluid Deposition Modelling).
- Not all 3D printable shapes can be printed:
For now, 3D printing at home relies on a filament pushed through a melting nozzle. For this reason, it will not print on top of nothing, which in turns impacts what you can print and how you shall design the object. Consider the letter “M”. The inside is a so-called “overhang”, and it requires support to be printed because it floats in the air. Support structure may be added automatically by the software, but it must be carefully and manually removed by hand afterwards (unless you use esoteric and complex dual-head setups with water-soluble PVA plastic for example). As soon as the overhang angle is above 45°, the printer will start pouring plastic in the air, which generally ruin the print. Hence the 3D object designer must take this into account. If the part of the object in contact with the bed is too small, as it happens for a sphere, it will most probably pop off before the end of the print (the plastic retracts a bit when cooling down). Once again, no definitive answer exist to make sure the printed part stay on its the support: special tape, glue, heated beds, wood, PCB… As a consequence, we take this into account and add sometimes explicit tabs or “rafts” to counteract the issue. It must be removed manually when the print is over. Note that there are other professional printing technologies that avoid the overhang and popping off issues, such as those based on fusing the top layer of a powder with a laser, then adding another layer of power and cycling. Some other use a liquid polymer that is cured with hard light or lasers. But none of them made their way to our homes yet, and they require quite messy powders or polymers with their own sets of limitations.
- Reliability and tuning is hard.
Printing an object requires extensive use of software and algorithms. Since you need to “slice” your 3D objects into layers that are printed one of top of each other, it is easy to understand that there are about 10 parameters at the minimum to be taken into account.
- The limitations introduced by ‘the 3rd power law of 3-D printing’:
While the hype paints visions of limitless replication — lost components, shoes, body parts, musical instruments, even guns — here’s a key fact: Where 3-D printing may be unfettered by complexity, it is constrained by volume. Everything from cost and time to amount of material increases exponentially: specifically, to the third power. So if we want something twice as big, it will cost 8 times as much and take 8 times as long to print. If we want something three times as big, it will cost about 27 times more and takes 27 times longer to print. And so on.
- 3-D printing is really, still, an immature technology:
Never before have we had a technology where we can so freely translate our ideas into a tangible object with little regard to the machinery or skills available. Yet just as the microwave didn’t replace all other forms of cooking as initially predicted, 3-D printing will not replace other manufacturing technologies let alone industrial-scale ones for a variety of reasons. It will complement them. The fact is that 3-D printing is really, still, an immature technology. We’ve built a magical aura around it — sci-fi style replicator! — but as soon as anyone actually uses a 3-D printer for any period of time, they immediately wish for faster build times, higher quality prints, larger build envelopes, better and cheaper materials … and so on.
- Limited Usability:
This is huge. To print something, you need a CAD model. Getting that is hard. When you write a letter, you don’t just click ‘print,’ do you? You have to actually type it and check it for mistakes. Now this is the same for 3D printing, but a million items harder. So how can you do this?
(A) Learn CAD: Advisable, but difficult. You not only have to learn how the program works (it’s a bit like Photoshop; give it a week and you can draw something, but give it three years and you’ll learn it inside out), but you also have to learn how to design. You need to acknowledge things like tolerances — i.e. a 10mm shaft will not fit in a 10mm hole
(B) 3D Scanning: Great if you only want to scan the outer surface of a part (they cannot scan the inside of items), and if you don’t want any driven dimensions.
(C) Downloading 3D files: Every day a new 3D model library opens up on the internet. These instantly seem to get populated with the same 3D files that are on all the other sites. These files are 99% unmoderated, meaning that they are not guaranteed to be 3D printable. Many of them are made for animation/rendering and are flat surfaces with images projected onto them. These aren’t printable. Even the major 3D printing libraries are full of files with errors and/or have been designed with little respect to the capabilities and cost of 3D printers.
(D) Photo-based apps: Like scanning, only worse.
____
____
Unrealistic Expectations and Hype:
Despite the many potential advantages that 3D printing may provide, expectations of the technology are often exaggerated by the media, governments, and even researchers. This promotes unrealistic projections, especially regarding how soon some of the more exciting possibilities—such as organ printing—will become a reality. Although progress is being made toward these and other goals, they are not expected to happen soon. 3D printing will require vision, money, and time for the technology to evolve into the anticipated applications. While it is certain that the biomedical sector will be one of the most fertile fields for 3D printing innovations, it is important to appreciate what has already been achieved without expecting that rapid advances toward the most sophisticated applications will occur overnight. Everyone’s now aware of 3D printing — they’ve read about it in the papers, on blogs or seen it on TV. The mentality now seems to be that, in the future, we’ll be able to download our products or make them ourselves with CAD programs, apps and 3D scanners, then just print them out, either at home, or in localised print shops. They’ve seen a 3D printed violin and a shoe which actually works, straight out of a printer. But it is a very, very expensive, high-end printer which uses lasers or resins. These people think that they can create objects as well without much input or training, on a machine which costs $800 or less. 3D printing is severely overhyped. The main issue lies with raised expectations, build quality, price and usability.
_______
_______
Risks and dangers of 3D printing:
There are a few things you should keep in mind when examining whether a 3D printer is safe or not.
- Electrical safety
- Mechanical safety
- Risk of burns
Electrical safety:
When buying a 3D printer, check if the power supply is protected against short-circuit, overload, over voltage and over temperature. There should be a thermal fuse mounted in the heat sink to monitor temps and kill all power to the heater in the event of any over temp condition. Last thing is a smoke sensor that’s separately powered from the machine and which kills all power to the heater when smoke is detected.
Mechanical safety:
3D printers contain many moving parts. Fortunately, industry-wide most used NEMA-17 stepper motors do not have enough power to cause serious injuries. Though, in search for a safe 3D printer, please keep in mind that moving gears that are not covered can still form a potential risk. So you might want to limit your search to 3D printers that have a ‘closed’ design.
Risk of burns:
There is a potential risk of burns, as the print head of most 3D printers can reach temperatures of up to 280°C and the heated bed of up to 120°C. A 3D printer is regarded safe when contact with the nozzle is prevented by surrounding it with for instance an aluminium cover. You can also get burns from touching a heated bed. Therefore, a 3D printer with a heated bed needs to have a closed environment.
_
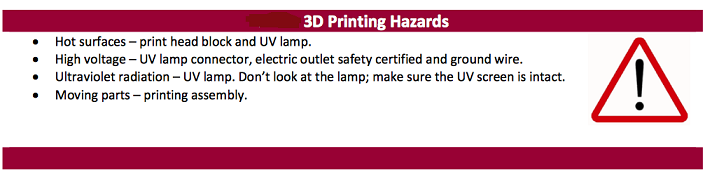
_
Environmental hazards of 3D printing:
3D printers have been noted to be an environmental hazard due to them emitting microscopic particles and chemicals that have been linked to asthma. Several studies have shown that 3D printers produce high amounts of ultrafine particles (UFPs) and volatile organic compounds (VOCs) while in use, and that these particles and vapors are detectable for many hours after the printers have been shut off. UFPs have been linked to adverse health conditions, such as asthma and cardiovascular issues, because they can pass through the lungs and travel to other organs. They can also transfer toxic material into the body, including blood and tissue cells. A National Institute for Occupational Safety and Health (NIOSH) report notes these emissions peaked a few minutes after printing started and returned to baseline levels 100 minutes after printing ended. The problem was reduced by using manufacturer-supplied covers and full enclosures, using proper ventilation, keeping workers away from the printer while wearing respirators, turning off the printer if it jammed, and using lower emission printers and filaments. However it must also be noted that 3D printing drastically reduces the wastage of material, resulting in less pollution, and is therefore safer for environment.
_
Hazards of Printing Materials:
Each 3D printer has been designed to use certain types of materials. These materials have inherent hazards and may become more hazardous when they are subjected to the 3D printing process or are inadvertently ignited.
Thermoplastics & Photopolymers:
Thermoplastics can be flammable, cause irritation and skin sensitivity. Some may contain small amounts of toxic components. Photopolymers utilize exposure to UV light to harden during the printing process. These often contain hazardous monomers, such as acrylates. Additionally, UV light is a radiation hazard, which can cause damage to vision and skin.
Support Materials:
The 3D printing process often utilizes a support material to allow for creation of the empty spaces in the fabrication design. Support materials often contain harmful chemicals, such as phenyl phosphates, that are incorporated into the thermoplastic acrylic polymer, and thus are hazardous during use and disposal.
Metal Materials:
Reactive and highly combustible powder metals are used in the fabrication of 3D-printed metal alloy tools and parts. Finely divided metal powders, such as titanium and aluminum, can spontaneously combust causing fires (pyrophoric). Eliminate sources of potential ignition and do not store the powder materials near explosion hazards.
Biological Materials:
3D printing has expanded to include printing of biological materials, such as cells for engineered-tissue generation. Potential contamination from exposure to the aerosols and the appropriate process controls need to be considered.
Personal Protective Equipment:
To avoid chemical exposure while using the corrosive base bath, create a barrier through personal protective equipment including a laboratory coat or smock, corrosion-resistant rubber gloves and, at minimum, splash goggles.
A rubber apron should be worn when pouring large amounts of corrosive materials. A face shield offers additional protection and prevents stray splatters from reaching the face. Long pants and shoes that cover and protect the feet should be worn, since splashes often land below the waist.
_
ABS and PLA food safety:
The main food safety concern with 3D printers is bacterial growth due to small fissures in printed objects. Items made by 3D printers are porous, allowing bacteria to grow over time and to potentially become a health hazard. Also, children playing with 3D-printed objects run the risk of coming into contact with bacteria growing on the object after it has become soiled. Cleaning the object might prove difficult because high dishwasher temperatures can melt or warp the item (especially with PLA-printed objects). Some filaments (other than ABS and PLA) are food safe, including polyethylene terephthalate (PET), which has been FDA approved for direct food contact. ABS-created plates, cups, and utensils can transfer dangerous chemical residues, including 1,3-butadiene, a probable human carcinogen that can cause irritation to skin and mucous membranes through contact with food. Also, UFPs and other residues from the 3D printing process could still be on the printed material. These levels are small but should still be of concern to those using 3D-printed material as dinnerware.
____
____
3D printing and crime:
3D printing has given rise to safety and security issues that merit serious concern. 3D printers have already been employed for criminal purposes, such as printing illegal items like guns and gun magazines, master keys, and ATM skimmers. These occurrences have highlighted the lack of regulation of 3D printing technology. In theory, 3D printing could also be used to counterfeit substandard medical devices or medications. Although 3D printing should not be banned, its safety over the long term will clearly need to be monitored.
_
Firearms:

Almost everyone has heard about Texas law student Cody Wilson, who made headlines in 2013 by 3D printing a functional plastic gun and posting the blueprints on the Internet. The blueprints for Wilson’s gun were downloaded 100,000 times before the U.S. government forced their removal from the server. In 2015, police in Chiloquin, Oregon, made arrests for the illegal possession an AR-15 assault rifle. Its lower receiver—the key to what makes it a weapon—was believed to have been 3D printed. It has always been legal for U.S. citizens to make firearms, so long as they were detectable by airport metal detectors or x-ray machines. Cody Wilson’s gun, however, demonstrated that anyone with a 3D printer can make not just a gun, but an undetectable gun—leading to the inescapable (and frightening) conclusion that terrorists and other dangerous individuals could plausibly make undetectable guns. In August 2016, the TSA found a 3D-printed revolver in carry-on luggage at the Reno-Tahoe Airport (Nevada). The gun appears to have been detected only because it was loaded with live rounds. Also, even though U.S. law prohibits the sale of guns to convicted felons, 3D printing provides a method for felons to make or acquire guns without anyone knowing about it. This isn’t only a U.S. problem, though. In a police raid in Manchester, England, police discovered 3D-printed gun components, along with a 3D printer. In separate raids in Brisbane, Australia, and the country’s nearby Gold Coast, police found 3D-printed gun parts and a fully functioning, loaded 3D-printed gun. Philadelphia, Pennsylvania, was the first US state to outlaw 3D printed guns. Various other local governments have considered banning 3D printed guns, including the territory of Queensland, Australia. California recently passed a law requiring 3D printed weapons makers to apply for an official serial number. California is also trying to pass legislation requiring plastic 3D printed guns to contain at least some metal. New South Wales, Australia, outlawed digital blueprints for 3D printable guns.
_
Duplicate Keys:
3D printers have dark-side applications beyond firearms. In developments surely being followed by the underworld, a German hacker used a 3D printer to reproduce handcuff keys for high-security handcuffs. Massachusetts Institute of Technology (MIT) students have CT-scanned locks, then used the scans to 3D print master keys. Skilled lock-pickers Jos Weyers and Christian Holler 3D printed a bump key, which can be used to pick almost any pin tumbler lock. In July 2016, hackers released 3D-printable designs for the master luggage keys used by the U.S. Transportation Security Administration.
_
3D printers and credit card fraud:
In France, a man 3D printed fake facades for cash machines, which clone the data on users’ ATM cards. Criminals in Sydney, Australia, used 3D printers to make attachments for bank machines that skim bank card information from unsuspecting ATM users. By using 3D printers, the criminals can make the skimmers look like they are part of the ATM. Organized crime is jumping on board with 3D printing, as well. In coordinated raids against gangs in Malaga, Spain, and the Bulgarian cities of Sofia, Burgas, and Silistra, police seized equipment used to 3D print sophisticated skimming equipment, including fake card slots for bank machines. A criminal who calls himself “Gripper” makes a skimmer by the same name, which he sells online.
_
Drugs:
It may not be long before 3D printers also will be used to print illegal drugs. This drug-printing capability would be a boon to organized crime, which would be able to print illegal drugs at the point of need, thereby eliminating the capital investment and risks of shipping and storing large quantities of illegal drugs. In fact, there is no reason why drug dealers will continue to sell drugs when they can sell the digital blueprints instead, which local dealers or users can use to print their drugs of choice.
_
Counterfeiting:
Another argument of interest to law enforcement is the use of 3D printers for the production of counterfeit products. Criminal gangs could be interested in creating counterfeit products or device parts for making profits, but security experts are more worried by the possibility that those components could be used for sabotage. Counterfeit products could be introduced into the supply chain in order to cause anomalies and faults in the products designed. Another potential dark use of 3D printing could threaten governments and financial institutions everywhere: 3D-printed currency. For example, the U.S. dollar is printed on special linen-like paper with colored threads used to protect against counterfeiting; however, this type of paper may be a good candidate for 3D printing. Paper currency is also printed from plates, which could be 3D printed. Perhaps most important, many countries rely on large denomination coin currency, and 3D printers are perfect tools to print counterfeit coins. Cash is not the only thing 3D printers can counterfeit. Counterfeiters will be able to make almost anything with 3D printers or sell the blueprints for others to do so. They will not be limited to Rolex watches and YSL handbags—virtually any branded product might be counterfeited through the use of 3D printers, which could print it with or without the brand or print a generic product with a brand name on it. 3D printers could make it much easier for enterprising counterfeiters to enter the game. Brands are protected by trademarks covering the brand name and, sometimes, the look and feel of the product, such as its shape or color. Brands may also be protected by copyrights and patents; in those situations, brand owners will have tools to fight back against the counterfeiters, if they can find them. This problem will not be fundamentally different from brand counterfeiting today, except that it will be on a much larger scale.
_
Nuclear weapon parts:
In their article entitled “Toward the Printed World: Additive Manufacturing and Implications for National Security,” subject matter experts Connor McNulty, Neyla Arnas, and Thomas Campbell say that 3D printing might make nuclear proliferation harder to detect because countries and political groups who are not members of the “atomic club” could use 3D printers to make parts for nuclear weapons. In fact, rogue nations or groups might use 3D printers to make products they can’t buy because of international sanctions and embargoes. As modern and future warfare expert Peter Singer observed, “3D printing could turn sanctions—which have been a crucial part of foreign policy for a generation or more—into an antiquated notion.” Russia’s nuclear energy corporation, Rosatom, is in advanced stages of implementing a plan to develop advanced metal additive manufacturing technology by producing 3D printed parts for the country’s nuclear industry.
__
The Disarming Corruptor:
Designed by a university researcher, the Disarming Corruptor disguises 3D-printable blueprints, allowing them to slip through filters meant to block them from design repositories. The researcher became frustrated when an online design repository automatically blocked the upload of his artistic rendition of Mickey Mouse, and again when he learned that another online repository blocked blueprints for 3D-printable weapons. His solution was a software tool that disguises the blueprint, making it unrecognizable by algorithms designed to block content that violates intellectual property (IP) rights or is otherwise illegal or objectionable. Once disguised, any design can be uploaded to any 3D-printing blueprint repository. The Disarming Corruptor also generates a password that can be shared independently of the repository, so that people who download the design can remove the masking and print the object. The Disarming Corruptor—and other tools like it—may render impotent any efforts to prevent the transmission of 3D-printable designs that infringe third-party IP rights or violate laws that prohibit printing certain types of objects, like guns. Tools like the Disarming Corruptor are a 3D-printing criminal’s dream, enabling the sharing of designs for any and all products, legal or not.
____
____
3D printing and cybercrime:
Additive manufacturing (AM) is one area where cyber risk poses an especially significant danger. AM, also commonly known as 3D printing, alters the way in which physical products are designed and produced. Designs are created digitally, and, via connected printers and production lines, can theoretically be manufactured anywhere, at any time by anyone with the means to do so. AM’s reliance on digital files and connectivity can also open the process up to entirely new types of cyber threats, from product malfunctions to intellectual property theft and brand risk. Wherever data and information are transmitted, used, or accessed, companies must anticipate that someone, somewhere will try to exploit those data and information for personal gain or to inflict harm or damage. Understanding who executes cyber-attacks and why they do so can help manufacturers anticipate possible threats. Early on in the digital revolution, incidents of system breaches were not necessarily for malintent, but rather caused by people curious to see if and how they could gain access to systems. Many attacks have been focused on accessing what makes the organization competitive; in many cases, companies may be unaware that their systems have even been breached. Today, however, cyber-attacks can and do cause real and sometimes significant damage to companies and individuals and particularly to manufacturers. Cyber-attacks can originate from individuals or organizations who are driven by a variety of reasons, including economic gain, the desire to cause damage to a specific company or companies, or as a means to disrupt society. In extreme cases, the objective may be to cause threat to life and safety. When it comes to manufacturing, chief threats can include theft of intellectual property by nation-states or competitors, especially those able to compromise insiders or business partners. Table below provides a conventional manufacturer’s view of six classes of cyber threat actors mapped alongside seven impact areas, illustrating where the actors are most likely to operate based on previous incidents. The information in this heat map can also apply to companies using AM, as many of the impacts and actors may remain the same.
Cyber threat actors and impacts: Heat map for the manufacturing sector:
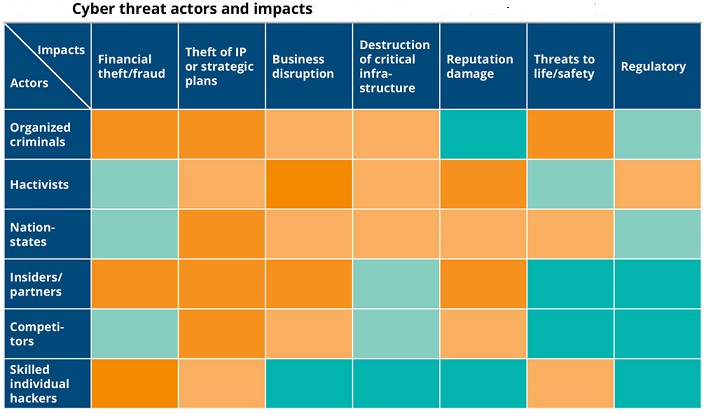
__
The digital thread illustrates the connectivity inherent in fully realized AM processes, and thus the unique cyber risks the process faces beyond those of conventional manufacturing. Indeed, as AM.s printers and systems benefit from becoming ever more connected and networked, cyber risks can affect AM-enabled production and machine functionality in a variety of ways. Table below matches some of these AM-specific cybersecurity concerns with some of the potential impacts described in table above.
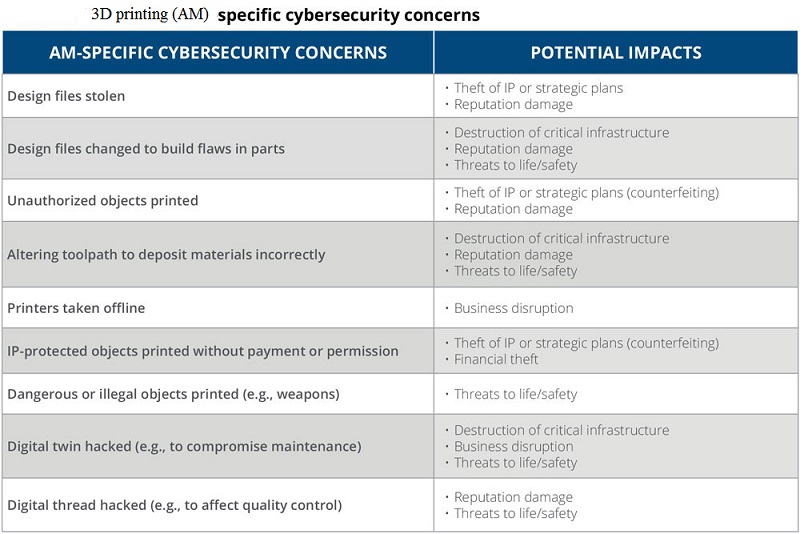
______
Taking steps toward AM cybersecurity:
- Secure 3D printers: Companies who connect 3D printers to their LAN must respect the printer as a node that needs to be secured with adequate security software. Alternatively, the printer must be actively separated from the network altogether.
- Encrypt critical data elements: For the first time in popular manufacturing, a company’s proprietary competitive advantage can be stored as a single computer file that can be stolen, making it crucial for companies to encrypt their CAD files with the strongest algorithms available to prevent cyber theft.
- Secure the cloud: Cloud storage has gained widespread adoption as a cost-saving mechanism. However, CIOs should not trust a cloud provider’s security claims blindly. Written security procedures and, if possible, the provider’s premises should be reviewed to ensure they are being followed.
- Verify intellectual property rights: Product designers often create their own CAD design files and contract manufacturing firms to produce products for them. Contract manufacturers using 3D printers should verify that the designs provided do not violate any existing patent, copyright or intellectual property laws, as well as secure a hold harmless agreement to protect/indemnify them in the event of an intellectual property claim against the original designer.
______
Secret flaws keep 3D-printing safe from hackers: a 2016 study:
Install secret Flaws and share the Decoder Ring:
Researchers have discovered ways for manufacturers using 3D printing to embed hidden flaws in files to thwart intellectual property theft. Since the global supply chain for 3D printing, also called additive manufacturing (AM), requires companies to share computer aided design (CAD) files within the organization or with outside parties via email or cloud, intellectual-property thieves and malefactors have many opportunities to filch a manufacturer’s design files to produce counterfeit parts. In a new study published in Materials and Design, Nikhil Gupta, an associate professor of mechanical engineering at NYU Tandon School of Engineering, doctoral student Fei Chen, and former student Gary Mac show how certain intentionally induced defects can disappear when the part is printed under a very specific set of conditions. Those without the information needed to process the files correctly—such as parties with stolen CAD models—would print a part with undesired defects and, consequently, lower quality. The purposeful manufacturing flaws demonstrated in this work range from two-dimensional features to three-dimensional shapes that can be hidden inside the part. One CAD model appears to have a sphere inside a rectangular block. However, the block prints without the spherical feature if the processing is conducted under the correct set of parameters, while incorrect processing creates a void in the block. Gupta and other researchers demonstrated that defects inserted in 3D printed components can be so small that they can avoid detection by commonly used imaging techniques but can nonetheless affect the performance. So far, the main ways designers have secured CAD files is with cybersecurity tools such as encryption and password protection and by limiting access to important files. Gupta explains that “cybersecurity tools can be applied as usual to make the files and cloud secure; however, in case the design files are stolen, there is nothing in the designs to deter printing a high-quality component. The new approach is designed to provide an advantage in this scenario and to make printing high-quality parts from stolen files difficult.”
______
______
3D printing can solve crimes:
Forensic Uses of 3D Printing:
The use of physical models in court is nothing new. For decades now, small scale models of crime scenes or other pieces of evidence have been entered into court to show jurors where and how a crime may have been committed. However, the use of 3D printing for investigative or court purposes is still relatively new. This may be in part because of a perception of a complex technology, cost, or simply a lack of understanding of what can be done with 3D printing. It’s a wonder why more investigators, lawyers, and expert witnesses haven’t seen the benefit of 3D printing for use in court.
Practical applications for 3D printing in the forensics field:
- Footprints:
Time can often be a factor and in many remote areas where resources and equipment may not be readily available, first responders have an opportunity to capture photographs of evidence using nothing more than a digital camera. Utilizing advanced photogrammetry software such as PhotoModeler Scanner or 3DReality, a dense and accurate surface model can be created. Also, it is important to note that the 3D model is a replica of the footprint and not a surface that is cast as a “negative”. Subsequently, the created digital model can be converted into a readily acceptable format for 3D printing and in the absence of more adequate casting materials, time, or resources, laser scanning or photogrammetry can prove to be of benefit.
_
- Facial Reconstruction and Identification:
When skeletal remains are found and the skull is intact, it is possible to utilize the skull to obtain information about the type of person who was found. Gender and race are able to be determined from various landmarks on the skull to assist with identification of the individual. At the Central Identification Laboratory of the Joint POW/MIA Accounting Command (JPAC), they have a mission to identify the remains of American soldiers from past military conflicts. Among the lab’s tools for forensic identification are multicolor 3D printers. For example, JPAC prints a model of a skull using digital information from CT scans of the remains. The 3D printed skull is then photographed from multiple angles and superimposed with photographs of known soldiers to gauge potential matches, a process called “skull photographic superimposition.” Some mention should be made that these techniques need not be obtained from a CT scanner since photogrammetry or other 3D scanning systems are capable of capturing the data at different levels of detail depending on the need.
_
3D printing can help solve crimes by identifying victims:
Florida scientists are now using 3D printing to help solve nine cold cases. For these nine murder cases with unidentified victims, the evidence was extremely limited — usually just the body itself. And because forensic sculptors aren’t given direct access to these skulls, there’s a lot of guesswork involved in the process. But researchers at the University of South Florida have scanned and printed 3D printed replicas of the victims’ skulls. These will then be given to forensic artists with the National Center for Exploited and Missing Children, who will use the bone structure to fill out the faces with clay, sculpting artists’ renderings of the deceased. Using the actual bone structure as a basis for the models should make them much more accurate. This unique collaboration between law enforcement, scientific researchers, and forensic artists marks the formal re-opening of these cases: seven adults, and two children. Combined with new skeletal testing and chemical analysis of the remains, the team aims to identify the victims, solve the crimes, and give people closure.
_
- Fingerprint Examination:

Figure above shows 3D printed fingerprint that clearly show the ridge details and can be used for comparisons.
Fingerprint examination is another area where 3D printing may prove to be useful. Small scanning systems such as those created by FlashScan3D5 allow for a suspect’s fingerprints to be captured fully in 3D. Although fingerprints at crime scenes are traditionally captured through the use of powder and tape, they are eventually scanned or photographed as a high resolution image. The source of the prints (i.e. parts of the fingers and palms) are all curved and contain highly detailed ridges and pores. The resultant 3D model is able to capture all the ridge detail and can be used for investigative comparison purposes. While in court, a fingerprint examiner could use a large replica of a suspect’s fingerprint to make identifications and comparisons by color coding certain ridge features (such as islands, crossovers, and bifurcations) and matching them to a found print at a crime scene. Jurors benefit by being able to easily visualize the 3D replica and they have the benefit of haptic perception. Fingerprints are a good example of where we take something small and create it at a much larger scale to bring out specific details which would normally not be easily visible by the naked eye. Fingerprint examiners in training benefit similarly from having the ability to easily visualize and “feel” what an enlarged 3D replica of a person’s finger looks like before making a flat print comparison.
_
- Forensic Pathology:
A method could be used on the internal skeletal components of a shooting victim which may be impossible to document without an invasive procedure. Small bone fragments, bullet, or pellet particles lodged in clothing or internally may all be disturbed as part of a traditional medical examination. Through the use of CT and MRI scanning, the relative positions of objects remain intact and without further disturbance. The benefit to the investigator or pathologist is that the object is able to be inspected first hand and if created at a one to one scale, measurements, bullet trajectories, and other important data may be recovered. There is a special need for techniques that allow pathologies to be presented clearly in the courtroom. For medical laymen such as judges, lawyers, and especially relatives of murder victims, the presentation of autopsy photographs can be disturbing, making findings difficult to present this way. From a juror’s perspective, being able to see such an object which is much more familiar than trying to interpret radiographs allows for a better spatial appreciation and understanding of injuries. Unlike volume renderings, 3D printed models offer real three-dimensionality as well as a haptic component, which make it easier for medical laymen to understand.
_
- Accident Reconstruction:
Vehicle accidents represent an area where much is disputed and litigated on a regular basis. In some instances, the complexity of an accident or a failed component may require more than just photographs to do a proper investigation. As more police agencies adopt laser scanners in their workflow, it is possible to scan vehicles just as they are found at an accident scene to give a more accurate account of how vehicles may have been found in their final rest positions relative to one another or to some other object. Insurance companies do not hold on to “write-offs” indefinitely and they are often destroyed not long after the incident; erasing any chance of further inspection and all evidence with it. In the courtroom, an expert witness can physically hold a model of a crushed car and point out areas that were of importance. In this manner, physical 3D replicas can preserve some of the evidence for future viewing by a juror. Crush and extent of damage can be shown to a juror based on the physical replica and it is possible to take multiple models of vehicles and show the engagement between them by simply “fitting” the 3D replicas back in alignment with one another.
_
- Structural and Industrial Accidents:
Along the lines of accident reconstruction, there is often much attention and investigation into the cause and origin of structural and large scale industrial accidents. In the case where a large structural member has failed, Haag 3D has used laser scanners to document crane disasters. The failure and analysis of the 3D scan data can provide clues to how and where an important structural member may have failed. Further, being able to recreate the conditions of the failure using a scaled model is also possible.
_
- 3D printing can reconstruct crime scene to help Police:
3D printing definitely has military applications, but the technology can also be very useful in terms of helping out our local law enforcement, from making traffic stops safer and helping to identify victims of homicide, to using 3D scanners to create a virtual reconstruction of crime and accident scenes and creating digital, 3D printable records of evidence. Independent 3D printing company Hawk 3D Proto, a division of Cutwel Limited, supplies a full range of high-performance desktop 3D printers and materials to its customers, along with training facilities and professional services. The UK-based company is a WASP reseller, and recently delivered and installed a DeltaWASP 4070 Industrial 3D Printer to the West Yorkshire Police at its Regional Scientific Support Unit (SSU) headquarters. The large printer will be used to assist the West Yorkshire Police SSU team with its investigative activities, and Hawk 3D Proto was excited to support the team, offering a full training program for the 3D printer. “3D laser scan technology has been used by Y.A.T.H Imaging Unit since 2008, producing 3D animations and plans for court use. It was a natural progression therefore to be able to recreate the crime scenes in solid 3D. This would enable judge and jury to hold the crime scene in their hands,” explained Daniel Sharp, Crime Scene Surveying Supervisor at West Yorkshire Police. “A large scale 3D printer was required to meet these needs, and also to produce an innovative prototype and subsequent product for one of our close government partners. We are already using the 3D printer for the project and looking forward to using it to support investigations and court use.”
_
Other forensic uses of 3D printing are extensive and are open to creativity.
Some of these might include:
- Printing a scale model of the first floor in a home where a crime was committed.
- Recreating a physical copy of a weapon found at a crime scene.
- Displaying bullet trajectories through a 3D scanned article of clothing.
- Creating a model of a suspect’s dentition and showing how well a bite mark aligns.
- Printing a scaled model of a collapsed building due to a bombing.
- Creating test pieces of a piece of evidence that might be used in an experiment.
Although there are few cases where 3D printing has been adopted for investigative or court purposes, the ability to physically recreate a piece of evidence is an interesting approach. The range of objects can be as small as a fingerprint or can be an entire crime scene that is scaled down to just a few feet. As investigators and scientists start to see the benefit of replicating evidence, they will need to begin looking at digitizing technologies such as close range laser scanners, structured light scanners, and photogrammetry. Once these technologies have been adopted and more evidence is captured in 3D, there will very likely be many more cases where 3D printing will be applied.
_____
_____
Legality and regulation of 3D printing:
_
Intellectual Property (IP) Concerns:
Copyright, patent, and trademark are the three primary types of intellectual property. Generally speaking, copyright covers creative works, patent covers technical works, and trademark covers the ways in which goods are identified in the marketplace. Manufacturing applications of 3D printing have been subject to patent, industrial design, copyright, and trademark law for decades. However, there is limited experience regarding how these laws should apply to the use of 3D printing by individuals to manufacture items for personal use, nonprofit distribution, or commercial sale. Patents with a finite duration usually provide legal protection for proprietary manufacturing processes, composition of matter, and machines. To sell or distribute a 3D-printed version of a patented item, a person would have to negotiate a license with the patent owner, since distribution of the item without permission would violate patent law. Copyright is also an issue encountered in 3D printing. The fact that copyrights traditionally don’t apply to functional objects beyond their aesthetic value may limit the significance in this area. However, that does not mean that concerns about copyrights are inconsequential. In at least one case, a designer filed a copyright takedown notice demanding that a 3D print file repository remove another participant’s design because the complainant considered the design to infringe on his copyright. Incredible design and manufacturing capabilities are available to almost anyone right now, thanks to 3D printing services and the designers/makers who populate those services’ marketplaces with designs that are creative, original and/or functional. While we wait for the law to catch up to the technologies underlying 3D printing services, it makes sense to consider where the biggest IP risks lie. By simply focusing on original and/or function designs and avoiding well-known trademarks and copyrighted characters, you’ll go a long ways toward lessening the likelihood of finding yourself a target of an IP lawsuit. The rapid emergence of 3D printing will create major challenges in relation to intellectual property (IP) theft. Gartner predicts that by 2018, 3D printing will result in the loss of at least $100 billion per year in IP globally.
__
3D Printing: The Next Disruptive Technology to Test Existing Law:
A multidisciplinary team at the international law firm of Reed Smith recently published a 57-page white paper that detailed what they see as the coming legal complications and risks associated with the increased use of 3D printers. The Reed Smith team focused on several areas.
- Constitutional Concerns
- Commercial Litigation
- Confidentiality
- Indemnification
- Insurance
- Product Liability
As 3D printing becomes more commonplace, it is only a matter of time before courts are faced with the quandary of whether traditional tort liability principles will apply to 3D printed products and manufacturing techniques, or whether new laws will need to be created. While the proliferation of 3D printing may pose new challenges to traditional IP enforcement, there will be “affirmative measures” IP holders can take to adapt to its larger role in manufacturing.
_
Securing approval from regulators is another significant barrier that may impede the widespread medical application of 3D printing. A number of fairly simple 3D-printed medical devices have received the FDA’s 510(k) approval. However, fulfilling more demanding FDA regulatory requirements could be a hurdle that may impede the availability of 3D-printed medical products on a large scale. For example, the need for large randomized controlled trials, which require time and funding, could present a barrier to the availability of 3D-printed drug dosage forms. In addition, manufacturing regulations and state legal requirements could impose obstacles regarding the dispensing of 3D-printed medications. 3D drug printers must also be legally defined as manufacturing or compounding equipment to better determine what laws they are subject to. Ultimately, the regulatory decisions that are made should be based on sound science and technology. With this goal in mind, the FDA recently created a working group to assess technical and regulatory considerations regarding 3D printing
_
As 3D printing technology grows in prominence while the ease of transmitting such information increases, the regulation of such information presents both unique opportunities and challenges. Nation-states possess vastly different regulatory frameworks and philosophies on the development, creation, and possession of various goods and products within their borders. As the ongoing 3D-printed firearm controversy demonstrates, existing international legal frameworks are uniquely unsuited to the task of controlling the flow of such information. Such publically available designs tend to be uncopyrighted and open-source, rendering them unassailable to cross-border copyright and intellectual property challenges. While domestic regulation—coupled with sporadic international cooperation—may provide a partial solution to such concerns, a time may soon come when nations must fundamentally rethink the legal mechanisms that will harness what some have come to call the “Fourth Industrial Revolution.”
_____
_____
Ethics in 3D printing:
Additive manufacturing has spread widely over the past decade, especially with the availability of home 3D printers. In the future, many items may be manufactured at home, which raises two ethical issues. First, there are questions of safety. Our current safety regulations depend on centralized manufacturing assumptions; they will be difficult to enforce on this new model of manufacturing. Second, there are intellectual property issues. In combination with a 3D scanner, it is now possible to scan items and print copies; many items are not protected from this by current intellectual property laws. Intellectual property rests on the notion of creativity, but what counts as creative changes with the rise of new technologies. Some of the ethical issues surrounding bioprinting include equal access to treatment, clinical safety, and the enhancement of human body. Bioprinting focuses on the individual care rather than developing a universal treatment plan for all patients. Personalized medicine is expensive and increases the disparity between the rich and poor. Since 3D printing is an individual treatment, the general public assumes that it may prevent people with financial issues from receiving care. Any new treatment involving 3D bio-printers is risky and patients must be well informed of the health implications. Bioprinting may be used to increase human performance, strength, speed, or endurance.
______
______
Pros and cons of 3D printing:
_
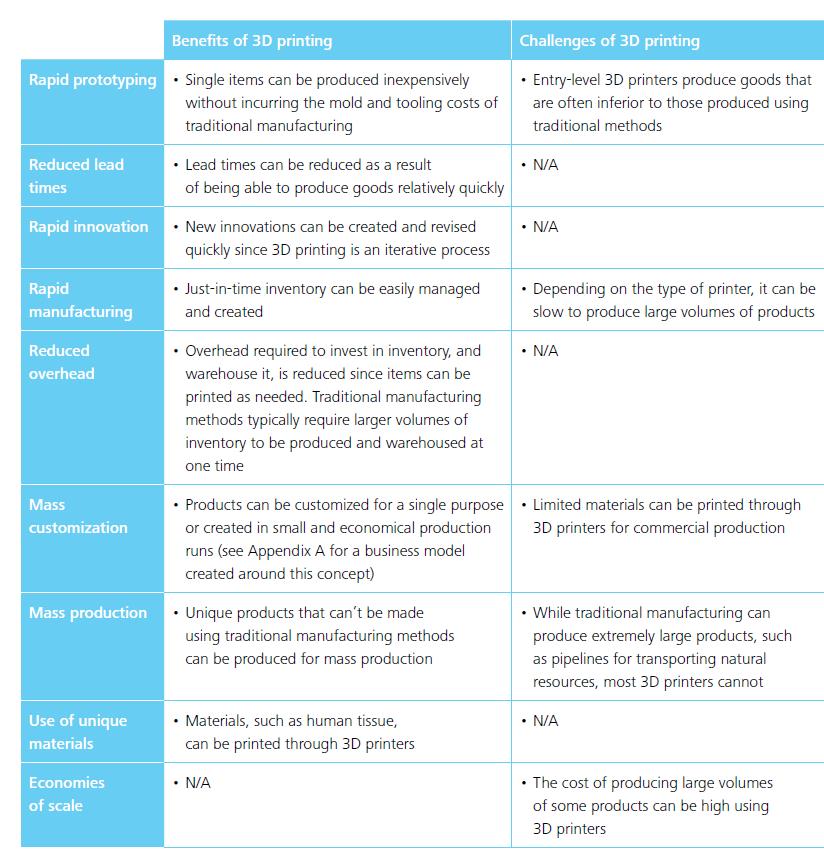
_
Advantages of 3D printing:
- Complex Geometries:
One of the greatest advantages of 3D printing is the potential for producing components and parts with complex designs. Since designs can be made digitally, products do not need to be limited by geometric complexity. This means that manufacturers can produce stronger and lighter components, a fact of which the aerospace industry in particular is taking advantage. 3D printing lets designers create complex shapes and parts – many of which cannot be produced by conventional manufacturing methods. While this advantage has been taken up by designers and artists to impressive visual effect, it has also made a significant impact on industrial applications, whereby applications are being developed to materialize complex components that are proving to be both lighter and stronger than their predecessors. Notable uses are emerging in the aerospace sector where these issues are of primary importance. By the natural laws of physics, manufacturing through additive methods means that complexity doesn’t have a price; elaborate product designs with complicated design features now cost just as much to produce as simple product designs that follow all the traditional rules of conventional manufacturing.
- Mass Customization:
Along with freedom in complexity comes the option to customize a product to almost any requirement. 3D printing technology allows manufacturers to create multiple products inside the same build chamber, each designed to respond to different end-user requirements. Have you ever wondered why we purchase our clothing in standardized sizes? With traditional production methods, it’s simply cheaper to make and sell products at an affordable price to the consumer. Alternatively, 3D printing allows for easy customization; one only needs to change the design digitally to make changes with no additional tooling or other expensive manufacturing process required to produce the final product. The result? Each and every item can be customized to meet a user’s specific needs without additional manufacturing costs.
- Less Tooling:
For industrial manufacturing, one of the most cost-, time- and labour-intensive stages of the product development process is the production of the tools. For low to medium volume applications, industrial 3D printing — or additive manufacturing — can eliminate the need for tool production and, therefore, the costs, lead times and labour associated with it. This is an extremely attractive proposition, that an increasing number or manufacturers are taking advantage of. Additive manufacturing allows products with complex designs to be made with one machine. This reduces the total number of steps in the process, as well as the amount of tooling necessary at each step. The final product can be made faster and requires fewer parts. When metal casting or injection molding, each part of each product requires a new mold – a factor that can balloon manufacturing costs very quickly. To recoup these upfront manufacturing costs, most companies rely on thousands of the same item being sold. Alternatively, since 3D printing is a “single tool” process there is no need to change any aspect of the process and no additional costs or lead times are required between making an object complex or simple. Ultimately, this leads to substantially lower fixed costs.
- Environmentally Friendly:
With less assembly requiring less tooling and involving fewer parts, a 3D printing project creates less overall waste. This lowers the environmental impact of a 3D printer, especially when compared to conventional machining methods. Many conventional manufacturing processes are subtractive: you start with a block of material, cut it, machine it, and mill it until it has been processed as your intended design. For many products – such as a bracket for an airplane – it’s normal to lose 90% of the raw material during this process. Alternatively, 3D printing is an additive process; you create an object from the raw material layer by layer. Naturally, when an object is manufactured this way, it only uses as much material that is needed to create that particular object. Additionally, most of these materials can be recycled and repurposed into more 3D printed objects. Also throughout an additively manufactured product’s operating life, by way of lighter and stronger design that imposes a reduced carbon footprint compared with traditionally manufactured products.
- Greater creativity:
This is one of the best advantages of 3D printers. Unlike with traditional manufacturing methods, you’re not limited by your workforce or the machines you’re using. A 3D printer lets you create virtually anything you can imagine. Use any plastic, metal, ceramic, glass or alloy material you want, and get creative with colors, intricate details or anything else your product requires.
- Faster product delivery:
The 3D printing process can be completed anywhere in the world as long as a printer is available. That means you can produce your products locally, right where your customers live. For example, if a product is ordered in Canada, a 3D printing facility in Canada can receive your product design, print it out and ship it from there. Then you don’t have to pay costly shipping or customs fees, and your customer gets the product quickly, easily and affordably. 3D printing is showing great promise in terms of fulfilling a local manufacturing model, whereby products are produced on demand in the place where they are needed — eliminating huge inventories and unsustainable logistics for shipping high volumes of products around the world.
- Single step manufacture:
One of the biggest concerns for a designer is how to manufacture a part as efficiently as possible. Most parts require a large number of manufacturing steps to produce and the order the steps occur in affects the quality and manufacturability of the design. Consider a custom steel bracket that is made via traditional manufacturing methods. Like additive manufacturing the process begins with a CAD model. Once the design is finalized fabrication begins with the steel being cut to length. The cut lengths are then clamped into position and welded one at a time to form the bracket. Sometimes a jig will need to be made up to ensure all components are correctly aligned. The welds are then ground to give a good surface finish. Next holes are drilled so the bracket can be mounted to the wall. Finally the bracket is sand blasted, primed and painted to improve its appearance. Additive manufacturing machines complete a build in one step with no interaction required during the build phase. For additive manufacturing as soon as the CAD design is finalized it can be uploaded to the printer and printed in one step in a couple of hours. The ability to produce a part in one step greatly reduces the dependence on different manufacturing streams (machining, welding, painting) and gives the designer greater control over the final product.
_______
Unique advantages of 3D printing:
- Affordable customization
- Allows manufacture of more efficient designs — lighter, stronger, less assembly required
- One machine, unlimited product lines
- Very small objects (nano)
- Efficient use of raw materials (less waste)
- Pay by weight — complexity is free
- Batches of one, created on demand
- Print at point of assembly/consumption
- Manufacturing accessible to all — lower entry barriers
- New supply chain and retail opportunities
______
Disadvantages of 3D printing:
- 3D printers are energy hogs:
Though 3D printers may mean that many factories will be able to shut down parts of their operations and remove shipping steps, 3D printing still requires a large amount of energy. Because the 3D printing process is quite slow, the printers need to be on and running for hours or days at a time. When melting plastic with heat or lasers, 3D printers consume about 50 to 100 times more electrical energy than injection molding to make an item of the same weight, according to research by Loughborough University. In 2009, research at MIT’s Environmentally Benign Manufacturing program showed that laser direct metal deposition (where metal powder is fused together) used hundreds of times the electricity as traditional casting or machining. This can represent a significant energy drain, particularly for a larger printer running a more complex task. This will eventually mean that much of the energy consumption of the manufacturing process is passed off to the consumers and small manufacturers running printers from their homes and offices. Because of this, 3D printers are better for small batch runs. Industrial-sized 3D printers may not be the answer to lessening our use of coal power any time soon.
- Unhealthy air emissions:
3D printers may pose a health risk when used in the home, according to researchers at the Illinois Institute of Technology. The emissions from desktop 3D printers are similar to burning a cigarette or cooking on a gas or electric stove. The 2013 study was the first to measure these airborne particle emissions from desktop 3D printers. While heating the plastic and printing small figures, the machines using PLA filament emitted 20 billion ultrafine particles per minute, and the ABS emitted up to 200 billion particles per minute. These particles can settle in the lungs or the bloodstream and pose health risk, especially for those with asthma.
- Reliance on plastics:
One of the biggest environmental movements in recent history has been to reduce reliance on plastics, from grocery bags to water bottles to household objects that can be made from recycled materials instead. The most popular—and cheapest—3D printers use plastic filament. Though using raw materials reduces the amount of waste in general, the machines still leave unused or excess plastic in the print beds. PLA is biodegradable, but ABS filament is still the most commonly used type of plastic. The plastic byproduct ends up in landfills. If 3D printing is going to be industrialized, that byproduct or other recycled plastic needs to be reused.
- Responsibility of manufacturers:
Weapons can be 3D printed. So can safety equipment such as helmets, wheels for bikes, and toys for small children. Of course there is the issue of intellectual property and trademark, but the larger issue involves responsibility. If a person shoots a gun and harms or kills someone, stabs someone with a 3D printed knife, or breaks their neck while riding on a bike with a 3D printed helmet, who is held accountable? The owner of the printer, the manufacturer of the printer, or the irresponsible person who thought it was a good idea to produce and use an untested product?
- Safety of items that come into contact with food:
You can print out a fork or spoon with your MakerBot, but if you use ABS plastic, it is not BPA-free. Luckily, new filaments that are safer to put in your mouth are being created for this specific reason, but they aren’t widely available yet. Many 3D printers have spaces where bacteria can easily grow if they aren’t cleaned properly, as well. In order to more safely-produced 3D printed food and kitchenware, there may be a need for an FDA-approved machine.
- Lack of options in Materials and Structural Integrity:
Most 3D products made today are composed of a plastic material. Indeed, plastic presents the most options and variability in the manufacturing process and can be used to produce a wide variety of objects. It has also thus far been the easiest material to use to print. Because plastic is not really a suitable material for many objects, we may for the time being be limited on the kinds of objects we can print, which may be limiting in some of the applications that had been envisioned for the 3D printing market. There also may be an increase in cheap replacement products for items that should not be made from plastic. In addition, though 3D printing may allow designers to model some structurally interesting objects, printed objects tend to have poor structural integrity and most are not yet suitable for projects that require great strength, though advances have been made in printing concrete houses.
- Loss of Manufacturing Jobs:
With more manufacturing occurring in the home or office, or in single factory locations rather than many, there will likely be a loss of associated manufacturing jobs as positions become redundant. While this tends to be true anytime a new technology is introduced into the manufacturing world, it always causes some alarm as we cannot know in advance the true extent to which these kinds of alternative technologies might put people out of work.
- An Overabundance of Unnecessary Items:
If you have paid any attention to 3D printing in the news, you will have likely noticed that the majority of pictures of 3D printing demonstrate the production of what are effectively toys. Because of the limitations in scope and scale for most 3D printers, there is only a small range of items that can currently be produced. Unless we make some significant advances in our ability to print with other materials, we will not really be able to print much more complicated objects than these toys and accessories.
_____
_____
Cost of 3D printing:
The cost of manufacture can be broken down into 4 categories; cost of 3D printer, machine operation costs, material cost and labor costs.
- Cost of printers:
The cost of buying a 3D printer still does not make its purchase by the average householder feasible. Also, different 3D printers are required in order to print different types of objects. Also, printers that can manufacture in color are costlier than those that print monochrome objects.
- Machine operation costs:
Most desktop 3D printers use the same amount of power as a laptop computer. More industrial additive manufacturing technologies consume a high amount of energy to produce a single part however the ability to produce complex geometries in a single step results in higher efficiency and turnaround. By being able to fabricate products with less overall parts and assembly, 3D printing allows you to save the cost of tooling and the hassle of acquiring all the necessary equipment. 3D printing also allows zero-cost complexity. Machine operation costs are typically the lowest contributor to the overall cost of manufacture.
- Material costs:
3D printing cuts down on material costs. Instead of using a big block of plastic, metal or other material and cutting the product out of it (subtractive manufacturing,) you’re able to use only the materials absolutely necessary for the build (additive manufacturing). This not only cuts your upfront costs for materials, it also reduces the funds you’d normally spend on transporting and disposing of that waste. The material cost for additive manufacturing varies significantly by technology. Desktop FDM printers use filament coils that cost around $25 per kg while SLA printing requires resin that retails around $150 per litre. The range of materials available for additive manufacturing makes quantifying a comparison with traditional manufacturing difficult. Nylon powder used in SLS costs around $70 per kg while comparable nylon pellets used in injection molding can be purchased for as little as $2 – $5 per kg. Material costs are the biggest contributor to the cost of a part made via additive manufacturing. Although 3D printing reduces waste of materials, the materials used for 3D printing is costlier, hence net effect is negligible. Also some 3D printing systems generate more waste than the printed part material, and because their material is so expensive, that waste comes at an enormous dollar cost. Support material, shaving uneven surfaces, dissolving chemicals, etc. all contribute to the total cost of 3D printing. These systems result in significantly higher hidden costs, particularly as that waste gets flushed down the drain.
- Labor costs:
One of the main advantages of 3D printing is the the cost of labor. Post processing aside, the majority of 3D printers only require an operator to press a button. The machine then follows a completely automated process to produce the part. Compared to traditional manufacturing where highly skilled machinists and operators are typically required, the labor costs for a 3D printer are almost zero.
_
In a nutshell:
Cost is based on material used, so big things are expensive, and small things are cheap. That’s it. Nothing to do with complexity and economy of scale as one item is $1 and a thousand items are $1000s. So, producing anything in bulk seems to be a waste of time. At the actual price of the device and materials, the 3D printing is the best solution when one needs to print a small number of complex objects, but it becomes expensive to print a large number of simple objects, when compared to traditional manufacturing techniques. In addition, the 3D printing becomes unprofitable when printing large size objects. The cost of a 3D printed large object is significantly higher than if it had been traditionally manufactured.
_
Tips to cut 3D Printing Costs:
Avoid unnecessary 3D printing costs using the following tips:
Buy your own 3D Printer
Select the appropriate material
Use or Modify a free design
Use free 3D Modeling Software
Take advantage of Non-Traditional shapes
Hollow your 3D Model
Reduce the size of your Print
Use an Online 3D Printing Service
Use a Price Comparison Service
Select the appropriate Finish
Choose a greater layer thickness & resolution
Use Economy Mode
Reduce Labor costs with Looping and Sintershelling
Take advantage of Bulk Discounts / Use Batch Control
Join Loyalty / Student Programs
______
______
Impact of 3D printing:
_
Impact on manufacturing:
Additive manufacturing, starting with today’s infancy period, requires manufacturing firms to be flexible, ever-improving users of all available technologies to remain competitive. Advocates of additive manufacturing also predict that this arc of technological development will counter globalization, as end users will do much of their own manufacturing rather than engage in trade to buy products from other people and corporations. The real integration of the newer additive technologies into commercial production, however, is more a matter of complementing traditional subtractive methods rather than displacing them entirely. The implications of emerging technologies such as 3D printing on the industrial manufacturing market are often hotly debated. Some experts in the industry feel that it will be hugely disruptive, while others believe the technology is decades away from viability.
_
The 3D printing industry is expected to change nearly every industry it touches, completely disrupting the traditional manufacturing process. As a result, the projected value of the industry is expected to explode in the near future.” As the market grows and the cost of printers falls, it is likely to give rise to new competitors in traditional markets, and spur innovative new products, as prototypes for new products will become significantly less expensive and less risky to fabricate. Yet product development and the competitive environment are just two of the potential implications. This emerging technology is also likely to have a significant impact on how manufacturers do business, specifically as it relates to shifts in material cost, incremental cost calculations, and traditional assembly line and product pricing strategies.
_
Stratasys sold a total of 129,197 systems worldwide as of March 31, 2015. A worldwide shipment of 3D printers was 219,168 units in 2015, according to Gartner. According to data from CCS Insights, approximately 158,000 3D printers were sold in the global market in 2014. By 2018, that number is expected to balloon to 845,000. That growth could represent a swing from $1.6 billion in revenue to $4.8 billion. Approximately 49 percent of the global revenue will come from North America and 3D printers will become increasingly commonplace in both the private sector and business world.
_
Specific Impact of 3D Printing on Manufacturing:
Let’s look at a handful of examples and predictions of how 3D printing will intersect with modern manufacturing.
- Replacement parts. One of the best things about 3D printing is that the technology gives you the ability to print custom designs. This is extremely valuable when it comes to replacing parts on existing products. From the military printing custom parts for trucks and tanks to businesses quickly fixing tiny parts for a machine, the ability to quickly manufacture replacement parts will be valuable.
- Healthcare. You could argue that no industry has as much potential as healthcare. There are already plenty of stories about 3D printing being used to print things like prosthetic devices, surgical models, and even living tissue. However, there’s still the education of customers and ethical issues to sort through before 3D printing completely permeates modern healthcare, but the potential is certainly there.
- Retail. There’s a strong desire among modern shoppers to customize the products they purchase. Over the next few years, 3D printing will challenge the traditional mass-manufacturing model. Whereas contemporary manufacturing models require scale and standardised design to produce high volumes of products, the new manufacturer is poised for one-off or small-batch production, depending on which 3D-printing technology is used. The result will be more customization in the products we purchase.
___
Revolutionizing mass manufacturing:
Mass production is the biggest challenge in 3D printing, but with the adoption of large-scale printers and rapidly evolving technology to produce parts faster, the printers will completely disrupt traditional manufacturing in many industries:
- Food: Anything that exists in liquid or powder form can be 3D printed, so naturally, printed food is one of the next big conversations.
- Military: The machinery for the military is often customized and replacements must be made quickly. A 3D gun has already been printed, so it’s only a matter of time before the technology catches on in this industry.
- Electronics: The size, shape, and materials used to make electronics make this industry a natural candidate for 3D printing.
- Toys: Home 3D printers and open source design will change the way children create and play.
- Automotive: This industry is already utilizing the technology—Ford reportedly uses 3D printing to test parts. High-end and smaller auto companies will benefit first, though 3D printing could improve the efficiency of making replacement parts for any company.
______
Impact on economy:
_
The 3D printing industry will have far-reaching effects on the global economy. McKinsey Global Institute recently released a report that said 3D printing will cause major disruptions in the global economy by 2025. The analysis firm predicts it will bring about new product development cycles as the systems become cheaper. More companies will adopt the technology and product creation will focus on client feedback and customer-centered design. The industry is also reducing the cost of entry into markets, allowing very niche businesses to pop up everywhere. 3D printing will affect the developed and the developing world in different ways. While it is a boon for the developed world due its aging society and shortage of cheap labour for manufacturing, it is a double-edged sword for the developing world. In developing economies, 3D printing, on one hand, will lower manufacturing costs while increasing manufacturing-related unemployment on the other.
_____
Impact on society:
Thirty years into its development, additive manufacturing has become a mainstream manufacturing process. Additive manufacturing build up parts by adding materials one layer at a time based on a computerized 3D solid model. It does not require the use of fixtures, cutting tools, coolants, and other auxiliary resources. It allows design optimization and the producing of customized parts on-demand. Its advantages over conventional manufacturing have captivated the imagination of the public, reflected in recent mainstream publications that call additive manufacturing the fourth industrial revolution. The societal impact of additive manufacturing include following areas: (1) customized healthcare products to improve population health and quality of life, (2) reduced environmental impact for manufacturing sustainability, and (3) simplified supply chain to increase efficiency and responsiveness in demand fulfilment. 3D printing hit the headlines with the printing of a working gun and will continue to make it increasingly difficult to stop the distribution of illegal objects. It’s far easier to find and confiscate a physical object than a computer file. When that file is finally turned into a physical object it only needs to happen immediately before it is used. The game of cat-and-mouse between law enforcement and criminals will move further online. Another implication is that it will take ‘mass personalisation’ to new levels. This is where companies are able to personalise things for people without the huge cost of human intervention to do so. Indeed this will probably be the norm, turning us all into creatives, all able to personalise jewellery, watches, clothes, food, cutlery and so on before we buy. This will put out of business organisations that don’t adapt to the world of mass personalisation. Personal interaction will reduce, with fewer of those incidental chats and conversations that are so important in building strong communities. As more and more 3D printers start to enter people’s homes, the conventional relationship between the home and the workplace might get further eroded. Finally it will have a large positive effect on the environment. Place of manufacture has become disassociated from place of consumption. Planes, ships and trucks transport millions of goods around the world every day at huge environment cost. If the two are brought together this would significantly reduce the environmental damage of goods transportation.
______
______
Impact on environment:
There are two sides of 3D printing impact on environment:
_____
Adverse impact on environment:
3D printing right now is not what you might call eco-friendly. Here are the some disadvantages of this technology:
1.3D printing takes a lot of energy to produce items:
While basic items created by 3D printing may use less energy than those manufactured and shipped traditionally, 3D printing remains a pretty slow and inefficient process. While an injection mould could pump out 1,000 objects in an hour, a 3D printer may only manage 100, using the same amount of electricity. Furthermore, 3D printers are frighteningly energy hungry. According to researchers at Loughborough University, 3D printers that use heat or a laser to melt plastic consume between 50 to 100 times more electrical energy than an injection moulding making the same object. The electricity consumption argument is not really applicable to smaller desktop 3D printers, according to Joshua Pearce from Michigan Technological University in the US. Professor Pearce says his team’s research on the environmental and economic effects of desktop 3D printing compared with traditional manufacturing show the claim that these printers are energy-hungry is ‘simply not true’. ‘They have the power draw approximately equivalent to a laptop computer,’ he points out. Worth noting is that energy alone is not the full picture. There’s more to an overall carbon footprint than electrical machine power. Other considerations include:
- The manufacturing process
- Raw materials used
- Location of the manufacturer
- Transportation mode used for distribution
The additive manufacturing process didn’t have the lowest carbon output at every step of the supply chain. 3D printing did fare better at the material production stage. The reason for this was because it used less material and produced less waste overall. Some 3D models need support materials though, which the user discards at the end of the printing process. In the case where a printed part uses support materials, the wastage then goes up. What we can take from this, to date, is that 3D printed products are able to produce low carbon parts, but only at the material-production stage, not the energy-production stage—yet. Yes support material waste can be something of an issue, but it’s not the main concern from an environmental standpoint. That concern remains with the energy consumption. _
- Lot of 3D printing relies on plastic materials to print:
A setback to 3D printing’s carbon footprint is with the plastic materials it uses. The majority of widely used plastic filaments are eco-unfriendly. Unfortunately, high-end 3D printers used in industries leave behind considerable amounts of plastic by-products. None of these by-products are reusable, hence the current problem. Generally speaking, anything involving plastic isn’t great news for the environment, and while researchers are working on creating plastic polymers (the ‘ink’, if you will) that are biodegradable, the whole process still relies on a material that is environmentally damaging to create and a real headache to get rid of. Most of us don’t know what to do with our failed prints, so they end up in the garbage. It’s not that we don’t want to recycle them, it’s that we’re not exactly sure how to recycle it/compost it. The two most common filaments to print with are ABS and PLA. ABS is a thermoplastic that is great for 3D printing because of its strength and durability. This material is not biodegradable or compostable, but can be recycled in other ways if you want to re-heat the material to use it again in a filament recycler. Non-biodegradable plastic poses threat to the environment, but these plastics can actually be recycled into filaments used in 3D printing. Although machines that can recycle 3D printer plastics do exist, the quality of the material deteriorates the more times it is recycled and therefore “the more likely it is to break so people might be less inclined to recycle their material”. Some PLA is compostable, though it requires a very specific temperature and environment to do so. It is made from products like cornstarch, sugar cane, and tapioca root so it can be absorbed by microorganisms. Experts recommend Makers to not throw their PLA in a recycling bin because it can biodegrade in the recycling process.
_
- The 3D printing process produces fumes with toxic by-products:
Dr. Brent Stephens, Assistant Professor from the Illinois Institute of Technology, Chicago, led a study that looked into fumes produced by 3D printing. His team researched the potentially harmful emissions created by printing with plastics (also called 3D inks). Their findings found that the materials held toxic by-products when heated at high temperatures. This doesn’t come as any real surprise as all kinds of heated materials produce some level of toxic emissions, including cooking. In fact, the emissions produced by heating these plastic materials were on a par with those created by cooking indoors. When you 3D print, your printer emits ultra-fine particles into the air which can be harmful when you breathe them in. Heating plastic also emits toxic gases which vary depending on the material you’re printing with. ABS emits a stronger scent when printed & new PLA materials are said to emit less very little aroma when heated.
_
- Encouraging wastefulness:
Research shows 3D printers themselves have inefficiencies that make them less environmentally friendly. An inkjet 3D printer wastes 40 to 45 percent of its ink. And if a printer isn’t turned off or unplugged, it uses an excessive amount of electricity. As the printers become more accessible, manufacturers will need to figure out how to improve these issues.
_______
Eco-friendly impact of 3D printing:
Traditional manufacturing is often wasteful and dirty. In many ways, 3D printing lessens that waste and the carbon footprint manufacturing has on the Earth.
- Fewer wasted materials:
Only the raw materials needed to create the object—be it plastic filament, metal powder, or carbon fiber—are used. Using biodegradable PLA plastic filament in fused deposition modeling printers like MakerBot is a good start. PLA is a renewable type of thermoplastic material. PLA produces considerably less toxic emissions during the printing stage than others, but that’s not all. There’s even less waste product with PLA when used as a filament for 3D printing. It’s also better at the disposal stage at the end of a product’s life cycle. This is why it’s currently, and will continue to be, the most popular choice over other 3D printing materials like ABS.
_
- Possibility of longer life spans:
Product parts can be replaced with 3D printing (or at least, that’s the idea for the future), so the entire product doesn’t have to be thrown away and replaced each time it malfunctions.
_
- Less transport:
Products often travel across many continents to get to their final destination. With 3D printing, the production and assembly can be local. Raw materials are the only things that will ship, and they take up far less space.
_
- Fewer unsold products:
Say you’re in the market for some garden furniture – a nice plastic lawn chair, for example. Thousands of these are manufactured every year – all requiring energy and materials to do so – but not all of them are sold, and those that aren’t either end up abandoned in a corner of a warehouse, or wind up as rubbish. If it were possible to print a lawn chair on demand, it would do away with needless manufacturing and save a lot of embedded energy. If a company makes a product, the ones that are discontinued or not sold often end up piling up in landfills. 3D printing can improve this because companies can make them as needed.
_
- Smarter 3D Printing:
Until the technology evolves and we’re able to print in 3D with less damage to the environment, there are other various workarounds that can help. One approach to reduce the carbon footprint is to use less energy, and the other is through the use of smarter materials or filaments.
- Print objects with hollow parts
- Change part orientation while printing
- Print more than one part at a time on the printer bed
A hollow part will need less material and therefore print faster. Complex parts may need support materials, but it will still mean faster print times and less emissions overall. Laying tall parts on their side is another way to speed up the printing process and reduce or eliminate the need for support materials. And for printers that have a good sized print bed, or print platform, it’s possible to print several parts in one hit.
_
- Use better material:
Not all 3D printing materials are equal. Better materials offer the following benefits:
- Reduce resource use
- Cut down on waste
- Produce less toxicity
- Reduce energy use
Besides PLA, other widespread, earth-friendly 3D printing materials to look out for in the future may include:
- Bio-plastics
- Powders
- Resins
- Acrylates
- Wax
_______
_______
Research, innovations and future of 3D printing:
_
Three-dimensional printing of transparent fused silica glass:
Glass is one of the most important high-performance materials used for scientific research, in industry and in society, mainly owing to its unmatched optical transparency, outstanding mechanical, chemical and thermal resistance as well as its thermal and electrical insulating properties. However, glasses and especially high-purity glasses such as fused silica glass are notoriously difficult to shape, requiring high-temperature melting and casting processes for macroscopic objects or hazardous chemicals for microscopic features. These drawbacks have made glasses inaccessible to modern manufacturing technologies such as three-dimensional printing (3D printing). Using a casting nanocomposite, here authors create transparent fused silica glass components using stereolithography 3D printers at resolutions of a few tens of micrometres. The process uses a photocurable silica nanocomposite that is 3D printed and converted to high-quality fused silica glass via heat treatment. The printed fused silica glass is non-porous, with the optical transparency of commercial fused silica glass, and has a smooth surface with a roughness of a few nanometres. By doping with metal salts, coloured glasses can be created. This work widens the choice of materials for 3D printing, enabling the creation of arbitrary macro- and microstructures in fused silica glass for many applications in both industry and academia.
_
A New approach to 3D Printing removes the limitations of Gravity:
The potential for 3D printing to revolutionize manufacturing is astounding—if the technology can overcome a few limitations. Researchers at MIT’s Self-Assembly Lab have come up with a novel way to both speed up the 3D printing process, and free it from the restrictions imposed by gravity. 3D printing involves slowly building up an object using thousands of thin layers of extruded melted plastic that can take hours, even days, to complete, depending on what’s being printed. The soft nature of the material being used, which takes a few moments to cool and harden, also means that models have to be designed and reinforced with temporary structures to account for the pull of gravity. You can’t 3D print something that just hangs in mid-air, it will simply collapse before it becomes rigid. So the scientists at MIT, working with furniture maker Steelcase and materials researcher Christophe Guberan, developed a new 3D printing process that takes place inside a vat filled with a thick gel suspension that essentially negates the effects of gravity. The gel suspension provides a constant support for the liquid material as it’s being extruded. So instead of a nozzle limited to moving in just two directions, it’s able to extrude materials in three dimensions. This allows more complex objects to be printed without the need for added supports, and at a considerably faster pace. Speaking with designboom, the lab’s founder Skylar Tibbits explained how the team had successfully reproduced a structure that would have taken 50 hours to print using a traditional 3D printer in just 10 minutes using their rapid liquid printing process. The new process allows more than just melted plastic to be used as the printing material. Rubber and foam in liquid states can also be extruded, with the gel itself serving as an instant chemical hardening agent so that objects can be removed as soon as the printing process is over. For the time being, the MIT lab has been working with Steelcase to create some intricate but bizarre-looking furniture to demonstrate just how complex of a 3D-printed object can be produced. But without the limitations of gravity, one might imagine entire machines eventually being 3D-printed in a single pass, including gears, wiring, and other moving components, without requiring the assembly of hundreds of different parts afterwards.
__
Volumetric printing:
Volumetric printing is a three-dimensional digital-to-physical imaging technology developed in 2013 that uses ink or other pigments suspended in a volume to form a full-color volumetric scene in physical space. It is a static version of volumetric display. Volumetric prints are auto-stereoscopic, full parallax (in both horizontal and vertical viewing arrangements) and can be viewed by multiple viewers in regular room lighting. A volumetric print can be thought of as a reconstructed light field based on the scattering of light by distributed pigments in volume. Any three-dimensional scene can be volumetrically printed, although biological specimens and volumetrically X-rayed objects (i.e., CT scans) are thought to be particularly well suited to this type of imaging. There are several methods for producing a volumetric print, the most common being an index-matched stack of hundreds of sheets of thin clear material (most often PMMA, also known as Lucite or acrylic). Each sheet in the volumetric stack is printed with a color slice of a digital 3D model, placed in a vacuum chamber, and then injected with a fluid matching the index of refraction of the sheet material. Volumetric printing has been called “Hologram 2.0” by a company marketing the technology. Volumetric prints however are not produced in the same manner as holograms, in that there is no interference pattern generated or used in basic volumetric prints.
___
Faster 3D printing:
Fabrication time and the complexity of multi-material objects have been a hurdle to widespread use of 3D printing. Even for simple products, 3D printing still takes too long—usually hours and sometimes days. 3D printing takes too much time to complete a job thereby limits potential materials, increases that chance of introducing flaws, and reduces an object’s ultimate strength. Incremental improvements as well as new methods that have the potential for an order of magnitude change will help printers meet the challenge for greater speed. There are lots of ways to improve speed by using higher-quality components and by optimizing the designs and movement of the lasers. For instance, Form 1+, a stereolithography printer from Formlabs, uses lasers that are four times more powerful to print up to 50 percent faster than the previous generation printer Form 1. Most of today’s printers use a single printhead to deposit material. Adding more printheads that print at the same time can increase speed by depositing material faster while incorporating multiple materials or multiple colors of the same material. Multiple heads can also make many copies of the same design in the time it takes to print one. With such innovation, print speed can increase more or less linearly as the number of heads increases. At the hobbyist end, Robox sells a dual nozzle printer that the company says can print three times faster than single nozzle printers. Speed is especially a challenge when printing larger objects. Large objects require more material to be pushed through the printer nozzle, which generally has a set rate for processing material. A partnership between Oak Ridge National Laboratory and Cincinnati Incorporated, a machine tool manufacturer, is addressing this challenge. The organizations are developing a large-scale additive manufacturing system. Their design will combine larger nozzles for faster polymer deposition, high-speed laser cutters that handle work areas in feet rather than inches, and high-speed motors to accelerate the pace at which printer heads are moved into position. The result will be a system capable of printing polymer components as much as 10 times larger, and at speeds 200 to 500 times faster than existing additive machines. To control the movement of the printer head, 3D printers use different approaches or architectures. Cartesian printers, which move a printhead in two dimensions on a plane, are the popular configuration today. Deltabot printers, also called Delta robot printers, use parallelograms in the arms like a robot. The Delta printers are going to basically take over all the Cartesian printers, because they have some significant benefits, one of which is speed, Delta configuration allows for higher speed, because the printheads are lighter and they use shorter paths from one point to another.
_
USC Viterbi researchers developed improved mask-image-projection-based stereolithography (MIP-SL) to drastically speed up the fabrication of homogeneous 3D objects. In the MIP-SL process, a 3D digital model of an object is sliced by a set of horizontal planes and each slice is converted into a two-dimensional mask image. The mask image is then projected onto a photocurable liquid resin surface and light is projected onto the resin to cure it in the shape of the related layer. The USC Viterbi team also developed a two-way movement design for bottom-up projection so that the resin could be quickly spread into uniform thin layers. As a result, production time was cut from hours to a few minutes.
_
Organogel could help scientists 3D print the medical implants of the future:
A newly developed goop could be the key to 3D printing delicate objects. Scientists have discovered that suspending fragile 3D-printed structures in a Jello-like goo while the liquid ink hardens keeps them from warping or sagging. This could eventually improve the manufacturing of things like personalized medical implants — but for now, the new technique is still in its proof-of-concept stages. Say you want to 3D print a thin, hollow, or otherwise fragile object — like a replacement windpipe, for example. The 3D printer lays down layers of a material like silicone until enough builds up to form a tube. But there’s this lag time between when the printer first squirts out the liquid ink, and when that ink solidifies — which presents a problem: how do you keep your structure from collapsing or bending before it fully hardens? That’s why researchers led by Thomas Angelini and Chris O’Bryan at the University of Florida developed a new material called an organogel that can support the liquid ink as it hardens. It’s made out of squishy, microscopic, chemical balls that are packed together in mineral oil, according to their new study published in Science Advances. The gel is basically a microscopic chemical ball pit, where squishy balls of gel are packed together in oil.
_
South Korean researchers develop New Method of 3D Printing Carbon Nanotubes:
Researchers are experimenting with exotic materials, such as carbon nanotubes, that give a sense of the scope of this technology. Carbon nanotubes were first produced in the early 1990s. They’re exactly what their name suggests – tubes of carbon created on the nanoscale. Although they’re small – thousands of times smaller than a human hair, in fact – they’re incredibly strong, and they’re also great conductors of heat and electricity. Thus, they’ve become in very high demand for researchers, many of whom are studying the incorporation of the tubes into 3D printed applications, or 3D printing the tubes themselves. A group of South Korean researchers is working with 3D printed carbon nanotubes for the development of bendable electronic devices and wearable technology. The Korea Electrotechnology Research Institute (KERI) has developed a new technology to 3D print highly conductive multiwall carbon nanotubes, or MWNT, using liquid ink. The technique gives scientists more control over the 3D printing process and thus the ability to create more complex nanostructures in shapes and configurations that weren’t possible before. This opens up new possibilities for wearable electronics, which are getting progressively smaller but are still bulkier than many people would like. Some 3D printers can print electrical circuits, making complex electronics from scratch. Researchers are also working towards 3D printing at the molecular scale.
_
Bioprinting in water:
Why would you want to 3D print in water? New research into materials shows a novel technique with applications for 3D bioprinting. Materials scientist Shlomo Magdassi has led research into a new family of photoinitiators for use in digital light processing (DLP). These additives, that cause rapid solidification of a liquid material, create faster reactions when exposed to light. By 3D printing in water, it also opens up the DLP method to medical applications, leading toward a competitive response for patient specific implants and tissues. When working with living cells, hydrogels and bioscaffolds are typically used as support material to grow tissue. As such, there is a growing volume of 3D bioprinting research concerning the optimal environment and materials for cell growth. With this in mind, it becomes clear why water may be a good environment to 3D print a structure for medical use. As arguably “the most versatile” 3D printing method in terms of design flexibility and speed Magdassi, and respective teams at the Hebrew University of Jerusalem and University of Maryland, focus on photopolymerization for 3D printing in water. The challenge of 3D printing in water is finding an initiator, i.e. the active ingredient that reacts upon exposure to light, that also dissolves at the right moment. Most photoinitiators are consumed by irradiation in the 3D printing process. By contrast, the key to rapid 3D printing of Magdassi’s initiators is in their ability to split water, and absorb oxygen molecules that typically inhibit the performance of the process. The particles added as the photoinitator in this case are semi-conductive metal hybrid nanoparticles (HNPs), and are used to create high-resolution 3D objects on a sub-microscopic scale. The degree of polymerization in material having HNPs is significantly faster than light-restive material used without the particles.
_______
_______
Future of 3D printing:
The future of 3D printing will usher in the next industrial revolution. Manufacturing is going to be disrupted as it will go from an analogue, mass manufacturing technology, to a digital technology, 3D printing. As a result, it will become possible for anyone to get access to the capability to produce products. It will democratize manufacturing. This will be further catalyzed by the fact that the technology of industrial 3D printers continues to increase in quality, speed of production, and decrease in cost. This is going to be reflective in a variety of ways:
- Because 3D manufacturing enables for niche designs and products to be printed, we’ll see more products being produced, but in smaller quantities which is something that’s impossible through the process of traditional manufacturing. 3D design is bringing the maker spirit to the general population, enabling them to produce products they might have otherwise only dreamt about— from iPhone cases to jewellery to miniatures, and beyond.
- As 3D printing technology evolves, time-to-market will decrease. Within days of the Pokemon-Go launch, independent designers had created mobile phones accessories for the game.
- Digital manufacturing will be local again. While mass-consumed products (like toilet paper) will continue to be traditionally manufactured, more nuanced products can be developed and tweaked based on customer feedback.
- One of the key reasons why 3D printing technologies are considered so promising is that they render very low volume production economical and, thereby, enable mass-customisation on a very large scale. They also create significant opportunities for co-creation between firms and their customers. Co-creation and mass-customisation are two very important vectors of user innovation, which is, itself, a critical source of radical innovation. Co-creation can occur at different stages of the production process: design stage (co-design), manufacturing stage (co-manufacturing) and distribution stage. Furthermore, co-creation can also take place between individual customer, giving raise to “communities of creation” or “communities of co-design”.
- Brands will continue to get closer with their fans by tapping into the benefits of 3D printing fan art. Brands can leverage the creativity of fans to make amazing products, making it a natural additional revenue stream.
___
Additive manufacturing isn’t just impacting the Maker Movement, it’s also changing the way companies and federal agencies do business. Companies are turning to additive manufacturing to build parts that weren’t possible before — an example that many point to is GE’s use of 3D printers to create fuel nozzles for a new jet engine that are stronger and lighter than conventional parts — and federal agencies are exploring ways to use the technology to better meet their missions. The U.S. Department of Health and Human Services created the NIH 3D Print Exchange to better share biomedical 3D-printable models across the medical community while NASA is exploring how 3D printing works in space. Yet, this is just the tip of the iceberg when it comes to additive manufacturing’s potential. For manufacturers, additive manufacturing will enable a wide range of new product designs that can increase industry competitiveness, lower industry energy consumption and help grow the clean energy economy. From helping fund America Makes, a public-private partnership designed to make the U.S. the leader in 3D printing, to establishing the Manufacturing Demonstration Facility at Oak Ridge Lab, the Energy Department is providing companies with access to 3D printing technologies and educating them — and future engineers — about the technology’s possibilities. To ensure the technology moves forward, the Department’s National Labs are partnering with industry to create new 3D printing technology. Lawrence Livermore National Lab recently announced a collaboration to develop new 3D printing materials, hardware and software, and Oak Ridge National Lab is partnering to develop a new commercial additive manufacturing system that is 200 to 500 times faster and could print plastic components 10 times larger than today’s commercial 3D printers. As the prices drop and the technology becomes faster and more precise, 3D printing is poised to change the way companies and consumers think about manufacturing — much in the same way the first computers led to the rapid access to knowledge that we now take for granted.
Future Scope:
- Complex Engine parts.
- On demand parts in Space.
- Aircraft Wings.
- 3D Printing as a Service (3DPaaS)
_
Future development in 3D printing:
- Printing large volumes economically
- Expanding the range of printable materials
- Reducing the cost of printable materials
- Using multiple materials in the same printer, including those for printing electronics
- Printing very large objects
- Improving durability and quality
_
3D printing trends:
- Localized production for Consumer and Industrial Goods:
Nike could be a pure software company in ten years. If this happens, it will be thanks to 3D printing production. In the future, everything you know will be made closer to you. Let’s say one day at home you realize that one of the wheels on your dishwasher has broken. You simply look up the part on the Internet, print it out at home or at your neighborhood commercial 3D printer, and out comes the replacement part. Your daughter outgrows her 3D-printed custom shoes? Drop the old pair in the material recycler and print out a brand new pair, one size larger. Producing our own consumer goods, as in the example above, will make it much more convenient, affordable, and efficient to satisfy our household needs and wants. But the economic effect of localized commercial production on industry will be even more dramatic. Around the world, digital 3D printing factories of various sizes and capacities will soon become connected in a global production network. Referred to as direct digital manufacturing, this capacity to manufacture components and finished goods near their point of use will be much more efficient than today’s global sourcing.
_
- Custom production Materials:
The ability to customize the materials used for production—even printing living tissue—will be truly transformative. Doctors are already using 3D printing to create knee replacements customized for each patient. Very soon, the material itself will contain pain medication and antibiotics designed to release slowly over time. Visionary’s like entrepreneur Dr. Daniel Stolyarov are experimenting with 3D printing using Graphene, a substance that is quite flexible, transparent, and yet is 100 times stronger than steel. 3D bioprinting has the potential to completely reshape healthcare.
_
- Nano-Printing:
3D-printed lithium-ion battery, created by Jennifer Lewis and her team at Harvard University works like a normal battery, except that this battery is the size of a single grain of sand! Batteries like these may be used to power miniature medical devices, compact electronics or even tiny robots. 3D nano-printing allows for rapid prototyping of micro and nano structures. Applying 3D printing concepts to nanotechnology will make nanofabrication faster and more efficient, and therefore economically viable much sooner than most futurists ever envisioned.
_
- Goal-Directed Design:
3D printing allows for almost unlimited complexity in geometry and materials – so much so that humans become the limiting factor in taking full advantage of the possibilities. But what if a computer could automatically generate hundreds upon hundreds of variations of a design until it solves a specific problem? This is the purpose of goal-directed design. Currently, computer-aided design (CAD) tools are used to manually create, document and analyze designs. But with goal-directed design, you start with your specific objectives for factors like strength, weight and durability, and the computer generates hundreds of design possibilities, evaluating and recommending the best designs for different objectives. Combining 3D printing’s unlimited shape and material customization with powerful computing will lead to designs that no human could possibly have imagined. In the future, the best designers will not be those who come up with the best designs; they will be the ones who are able to ask the computer the best questions.
_
- 4D Printing:
With this new technology, you print a 3D object that at some future point can automatically self-assemble or change shape when confronted with a change in its environment, such as temperature or moisture. This is the fourth dimension. Imagine a construction brick that only reaches its full weight and structure after water is added to it, at the exact location where it will be used. Envision hydraulic pipes that automatically repair themselves if they are ever damaged. Get ready to wear sneakers that become running shoes if you started running, or grow cleats if you walk on grass, or become waterproof if it starts to rain. While this technology is still new, it promises to take 3D printing to an entirely new dimension.
_
- Automated printers:
Printers will become more automated and easier to use. Existing 3D printers perform many tasks autonomously. However, some printers at the hobbyist end require that printheads be cleaned periodically, that beds be properly leveled, and that a human tinker and supervise to minimize errors. These printers all need considerably more personal upkeep than people are accustomed to with appliances. The potential to reduce or eliminate this human element is real and will be a key area of innovation over the next few years. Automating the features that cause many of the common errors and reliability concerns, such as support structure generation, part orientation, and others, will likely advance the ease of use in hobbyist printers. For instance, a print run can be wasted if the build platform is not level. Many printers, such as those from Robox, XYZprinting, and MakerBot, include autoleveling where the printer calibrates itself to the platform. Expected in the future is a feedback system that provides real-time monitoring of the printing process, that detects defects or deviation from the design (as specified in a 3D model generated by a CAD [computer-aided design] tool), and that allows appropriate intervention. Together, such features will likely improve the reliability and repeatability of the printing process.
_
- Multi-material printer:
Most printers work with only one type of material—plastic, metal, ceramic, wood, or a biological material. To create more useful products and expand the market, 3D printers will need to process multiple material types within a single build cycle. Various factors, mostly related to materials themselves, make this requirement challenging. For example, most processes are built around an ideal material that responds to a narrow range of temperature inputs or light frequency. Using heat or light, printers often liquefy or solidify substances to manipulate the material into specific forms. The characteristics that make this manipulation work exclude many other potential materials—at least at the current level of sophistication. The pursuit of multi-material capability will favor certain printing methods over others. FFF printing has high potential to accommodate multiple materials without greatly extending the existing technology, because printing heads can be added to handle other polymers. Multihead printers are available from Hyrel 3D, XYZprinting, and MakerBot for less than a few thousand dollars. For multi-material printing, inkjet-like technology such as Voxeljet is the present and the future. Methods such as selective laser sintering and others use inkjet technology. This technology can handle multiple materials within a range that can be delivered as a powdered “base,” because it already uses multiple printheads. As a result, parts or assemblies made from different materials can be printed in a single print run. Today this technology is accessible at the high end from Voxeljet, Stratasys, 3D Systems, and others. Today, multi-material printers work for a single family of materials—polymers, for instance—and are largely used for prototyping so designers can check form, function, fit, and feel. Advances are still needed to combine different families of materials, such as metals and plastics, in a single print cycle. Stratasys Objet500 Connex printer supports multi-material and multi-color 3D printing. A printed part can have as many as 14 distinct material properties and 10 color palettes. USC Viterbi researchers successfully apply more efficient process to the fabrication of heterogeneous objects (which comprise different materials that cure at different rates). This new 3D printing process will allow for dental and robotics models, for example, to be fabricated more cost- and time-efficiently than ever before. Multi-material printers are commercially available from Stratasys (Objet Connex). However, only limited materials (photocurable resins) can be used since liquid resins need to pass through small nozzles. This approach may expand the selections of base materials that are used in multi-material printing. The study was partially supported by the National Science Foundation.
_
- Printing complete systems:
Farther out is the ability to print complete systems or subsystems. Emerging multimaterial capabilities will help, since most finished products are made from more than one material. However, challenges extend to the ability to embed components such as sensors, electronics, and batteries, so everything can be printed in one build. R&D efforts are under way in a number of areas, including materials, printing methods, and combining additive and traditional methods of manufacturing. The key materials science challenge is to develop inks that can be the basis for printing different types of products, be they sensors, electronics, or batteries. For example, Xerox PARC is developing inks so circuits, antennas, and RFID tags can be printed and applied directly to a product. Similarly, Professor Jennifer A. Lewis at the Harvard School of Engineering and Applied Sciences has developed the basic building block of tiny lithium-ion batteries as inks that can be printed. The future of additive manufacturing is not limited to inanimate objects. Lewis’s team has developed bio-inks to make living tissues. The team uses multiple printheads and the customized inks to create complex living tissues, complete with tiny blood vessels. Some pharmaceutical companies are already using 3D printed tissue for testing drugs. Bio-printing typically uses two inks. One is the biological material and the other is hydrogel that provides the environment where the tissue and cells grow. The breakthrough to add blood vessels was the development of a third ink that has an unusual property: it melts as it cools, not as it warms. This property allowed scientists to print an interconnected network of filaments and then melt them by chilling the material. The liquid is siphoned out to create a network of hollow tubes, or vessels, inside the tissue. Such creations are possible only with 3D printing, generating new possibilities beyond traditional manufacturing.
There is another way to 3D Print Blood Vessels:
The reserachers first bioprinted a 3D blood vessel template composed of agarose fibers, which was then covered in a hydrogel precursor substance. This substance was then photocrosslinked and the blood vessel template within removed, resulting in perfusable microchannels with various architectural features. The team was able to embed these functional microchannels within various different hydrogel materials, and they demonstrated that these networks could improve transport and cellular viability within tissue constructs. But perhaps more importantly, the team showed that monolayers of endothelial cells successfully formed within the microchannels.
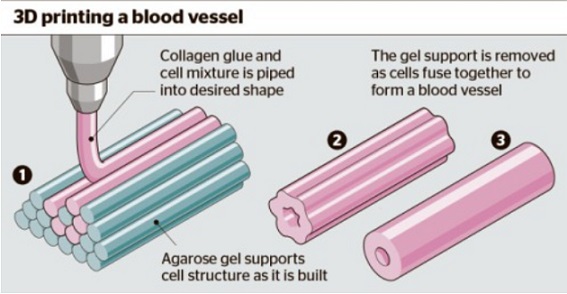
______
______
Moral of the story:
_
- Digital Material convergence is indicative of the increasing porosity between the digital and the material. Materialization of digital information encompasses and crosses multiple areas, including physical computing, open source hardware, and digital manufacturing. 3D printing is additive type of digital manufacturing; while computer numerical control (CNC) machining is a common subtractive manufacturing technology which includes lathes, milling machines, electrical discharge machining (EDM) machine, routers, water-jet, laser cutting etc.
_
- Manufacturing today remains analog; although the designs are digital, the processes are not. Three dimensional (3D) printing is additive manufacturing (AM) technology that turns data into things and things into data. Manufacturing is going to be disrupted as it will go from analogue processes to digital processes in 3D printing.
_
- 3D printing is a technology which makes it possible to build real objects from virtual 3D objects. 3D Printing is the process of making a physical object from a three-dimensional digital model, typically by laying down many thin layers of a material in succession following instructions from a computer program. This is done by “cutting” the virtual 3D object in 2D slices and printing the real object slice by slice. Slices are printed on top of each other and since each slice has a given thickness (e.g. 0.1 mm); the real object gains volume every time a slice is added. The amount of material, the rotation of the platform and the design of the object is administered in a computer controlled environment. The size of each individual layer of the sliced design – is determined partly by technology, partly by material, and partly by desired resolution and your project timeline; thicker layers equates to faster builds, thinner layers equate to finer resolution. There is a trade-off between print speed and print quality.
_
- 3D modelling is the process of creating a 3D representation of any surface or object by manipulating polygons (e.g. triangle), edges, and vertices in simulated 3D space. The product is called a 3D model. 3D model, 3D drawing and 3D design are all synonymous. A 3D model is the virtual design that a 3D printer needs to print an object. You can get 3D model by downloading it, 3D scanning an object, by a plain digital camera and photogrammetry software, hiring a 3D designer, or designing it with 3D modelling software. The most common method for producing a digital 3D model is through computer aided design (CAD) software. Once a 3D design is completed, it must then be exported as a standard triangle language (STL) file, meaning the file is translated into triangulated surfaces and vertices. STL file format uses a series of linked triangles to recreate the surface geometry of a solid model. STL files are a standard file type that interfaces between Computer Aided Design (CAD) software and 3D printers. Most CAD software exports to an STL file and most 3D printers accept STL files. Once completed, the STL file needs to be processed by a piece of software called a “slicer,” which converts the model into a series of thin layers and produces a G-code file containing instructions tailored to a specific type of 3D printer. In other words, STL file is sliced into hundreds – sometimes thousands – of 2D layers. A 3D printer then reads the 2D layers as building blocks which it layers one atop the other, thus forming a three dimensional object by using G-code which tells computerized machine tools like extruder, motor drivers of xyz axis and laser systems what to do and how to do it. While STL reigns king, the AMF (Additive Manufacturing Format) and 3MF (3D Manufacturing Format) files are competing for that position.
_
- Only a 3D design that’s specifically made for 3D printing is 3D printable. 3D models suitable for 3D printing need to have a minimum wall thickness and a “watertight” surface geometry to be 3D printable. Print volume must be within the range of a printer and adequate number of polygons (e.g. triangles) should be used to represent a surface to ensure it will print with a smooth appearance. Always follow material and software guidelines and use printing technology that is best suited to print a particular object.
_
- Many different materials can be used for 3D printing, such as ABS/PLA plastic, polyamide (nylon), silver, titanium, steel, wax, carbon, photopolymers (UV resins) and polycarbonate. Resin 3D printers (e.g. SLA) use custom formulated plastic resin poured into a tank wherein UV laser is focussed to cause solidification of resin. Non-resin 3D printers (e.g. FDM) use mostly ABS and/or PLA plastic which becomes pliable when heated then solid. And newer printers can print ceramics, graphene, cellulose, food materials and even living cells (bio-ink).
_
- Contrary to popular belief, there isn’t a one-size-fits-all approach to 3D printing. Different types of 3D printers employ different technologies that process different materials in different ways. The most basic limitation of 3D printing — in terms of materials and applications — is that there is no ‘one solution fits all’. Yes, what is common between all 3D technologies and all 3D printers is the common 3D process i.e. 3D model to STL file to slicing and g-code. The main differences between different technologies are in the way layers are deposited to create parts and in the materials that are used. Each method has its own advantages and drawbacks.
_
- In 3D printing a structure is built out of many layers of material in 3 dimensions; in 4D printing, the extra dimension is time. Printed 4D objects self-assemble and change shape when they are removed from the 3D printer due to chemical reaction in the special materials utilised in the manufacturing process. 4D printing allows a printed structure to change its form or function with time in response to stimuli such as pressure, temperature, wind, water, and light. 4D printing allows the manufacture of objects that transform with time. This essentially means that objects can be “programmed” to behave in certain manner without the use of complex electronics.
_
- 5D printing is the use of magnetic fields during the process of orienting particles in the deposited medium (inside the material being deposited) in a layered manufacturing of 3D printing process. Besides 3 dimensions of 3D printing, other 2 dimensions are local control of composition and particle orientation. 5D printing can create multifunctional shape-changing soft devices that could be used to create mechanical means for joining parts in the human body such, as tendons and muscles, or for selective pick-and-place systems in soft robotics. Another view of 5D printing refers to 3D printing using a 5-axis 3D printer.
_
- 3D-printing and IoT are complementary technologies. IoT improves the 3D-printing technology while 3D-printing helps manufacture new and more effective connected devices.
_
- Internet connectivity to 3D printer can initiate a 3D print remotely; look at live video of a print process to know any problem in printing; and giving 3D printing faster data retrieval through the internet.
_
- 3D printing is not going to revolutionize the manufacturing sector, rendering traditional factories obsolete. In general terms, traditional manufacturing technologies, such as machining and casting, provide the highest parts quality level, according to surface finish and geometrical and dimensional accuracy. However 3D printing has exceptional advantages. When compared to traditional manufacturing technologies, 3D printing is considered an efficient technology in the area of materials utilizing up to 90% of materials. Traditional manufacturing methods need to be operated by humans and work piece needs to be aligned, measured, and machined by humans, which introduces human error into the making of the part. In contrast, 3D printing is a hands-off manufacturing process. 3D printing is more suitable than traditional manufacturing for rapid prototyping, mass customization and complex geometries. Additionally 3D printing bypasses supply chain of traditional manufacturing. 3D printing brings a new approach to manufacturing through shorter lead time, design freedom and mass customization. However, we know that 99% of all manufactured parts are standard and do not require customization. 3D printing is not replacing traditional manufacturing, but complementing it and creating new markets within the industry. It is capable of making parts that cannot be manufactured by traditional processes.
_
- The adoption of 3D printing technologies has occurred in four successive phases namely rapid prototyping, rapid tooling, digital manufacturing, and home fabrication corresponding to different usages; and each new phase does not make the previous one ‘obsolete’, but instead extends it (e.g., 3D Printing is still being used for rapid prototyping). Increasingly 3D-printed objects are being produced as finished items, rather than as models or prototypes. 3D printing is crossing from a period of experimentation to maturation. Today more than two-thirds of American manufacturers are using 3D printing in some form or other.
_
- 3D printing technologies create significant opportunities for co-creation between firms and their customers. Co-creation can occur at different stages of the production process: design stage (co-design), manufacturing stage (co-manufacturing) and distribution stage. Furthermore, co-creation can also take place between individual customers, giving raise to “communities of creation” or “communities of co-design”. Co-creation and mass-customisation are two very important vectors of innovation in 3D printing.
_
- Approximately 158,000 3D printers were sold in the global market in 2014. A worldwide shipment of 3D printers was 219,168 units in 2015, according to Gartner. By 2018, that number is expected to balloon to 845,000.
_
- 3D printing market could grow to $30 billion by 2022 and could have an economic impact of up to $550 billion a year by 2025. Home 3D printing could evolve into a $70 billion industry per year by 2030. Western countries (North America and Europe) account for more than two-thirds (68%) of the 3D printing market and Asia Pacific accounts for 27%.
_
- Home 3D printing includes custom jewellery, household goods, small fixes to home & appliances, toys, and tools of whatever size, shape, or color. Commercial 3D printing includes manufacturing, industrial design, automotive industry, aerospace engineering, military, medicine, dentistry, architecture, construction, education, sports equipment, toys, food packaging, fashion & clothing, art & museum, jewellery, footwear and others.
_
- The inclination of aerospace industry towards 3D printing is mainly due to the possibility of achieving significant weight reduction, and for every pound of weight removed from the aircraft; the airline saves 11,000 gallons of fuel annually. Along with reduced fuel costs, it could also mean reduced C02 emissions.
_
- Medical applications for 3D printing are expanding rapidly and are expected to revolutionize health care. Various published reviews describe the use of 3D printing to produce bones, ears, exoskeletons, windpipes, a jaw bone, eyewear, hearing aids, cell cultures, stem cells, blood vessels, vascular networks, tissues, and organs, as well as novel dosage forms and drug delivery devices. 99% of hearing aids worldwide are manufactured using 3D printing. Hundreds of thousands of people have been fitted with 3D-printed orthopaedic implants from hip replacement, knee replacement to titanium jawbones, as well as various prosthetics. An untold number have benefited from more accurate surgery carried out using 3D-printed surgical guides.
_
- 3D printing is enabling ‘digital dentistry’, with dental appliances starting to be routinely 3D printed based on patient scans. Already worth $780 million in the dental market, 3D printing could become a $3.1 billion industry in this sector by 2020. 3D printing can replace or repair a damaged tooth; create an orthodontic model; produce crowns, bridges, caps and dentures; and construct surgical tools. Not only can 3D printers handle the dental implants themselves, but they can also 3D print the drill guides needed to complete certain dental procedures.
_
- The ability to produce almost any object in 3D is poised to revolutionize learning and concepts that have been historically difficult to grasp can be directly demonstrated with 3D printed visual aids that help students learn and retain ideas more easily. 3D printers offer an unprecedented “revolution” in education.
_
- Limitations of 3D printing include limited precision, strength, temperature tolerance and surface finish; limited printing materials, machine range and speed of printing; limited usability due to difficulty in learning CAD modelling, 3D scanning working only on the outer surface of a part as they cannot scan the inside of items and most downloaded 3D model files are unprintable; limited fabrication of heterogeneous objects (which comprise different materials that cure at different rates); and everything from cost, time and amount of material increases exponentially specifically to the third power by increase in volume. The size of the objects intended for printing also limits applications, as printers capable of making larger prints are more expensive and there are fewer options available. Also it requires a competent person to make both the digital file and the final printing.
_
- One must differentiate between lead time and print time. Lead time in manufacturing is total time required to manufacture an item, including order preparation time, queue time, setup time, run time, move time, inspection time, and put-away time. Print time is time taken by a 3D printer to build (print) any object. 3D printing technology reduces lead time but print time for each object is long. 3D printing is a slow process and it takes 6 to 12 hours to print a 3- to 4-inch object. Print time depends on print nozzle’s temperature, materials, filament thickness, laser power, layer thickness, number of supports required, part’s orientation and size of object. 3D printing takes too much time to complete a job thereby limits potential materials, increases that chance of introducing flaws, and reduces an object’s ultimate strength.
_
- Cost-wise 3D printing is the best solution when one needs to print a small number of complex objects, but it becomes expensive to print a large number of simple objects when compared to traditional manufacturing techniques. In addition, the 3D printing becomes unprofitable when printing large size objects. The cost of a 3D printed large object is significantly higher than if it had been traditionally manufactured.
_
- 3D printing is severely overhyped. The main issue lies with raised expectations, build quality, price and usability.
_
- There are two sides of 3D printing impact on environment. On one hand, 3D printing takes a lot of energy to produce items, too much relies on eco-unfriendly plastic and emits microscopic particles and chemicals that have been linked to asthma and cardiovascular disorders, all these are environmental hazards; on the other hand, 3D printing drastically reduces the wastage of material and eliminate the need for transportation, resulting in less pollution, and therefore safer for environment. However some 3D printing systems generate more waste than the printed part material; and support material, dissolving chemicals, etc. all contribute to waste of 3D printing. In general, items produced in small desktop printers using PLA material would be environment friendly.
_
- Dinnerware made by 3D printers is porous, allowing bacteria to grow over time and potentially become a health hazard. Cleaning the object might prove difficult because high dishwasher temperatures can melt or warp the item (especially with PLA-printed objects).
_
- 3D printers have already been employed for criminal purposes, such as printing guns and gun magazines, master keys, ATM skimmers, counterfeit currency & products, and illegal drugs. On the other hand, various applications of 3D printing in the forensic field can help solve crimes.
_
- 3D printing is vulnerable to all kinds of cyber-crimes including intellectual property theft, product malfunctions & business disruption, brand risk & reputation damage, destruction of infrastructure, and threat to life & safety.
_
- Nations must fundamentally rethink the legal mechanisms that will harness 3D printing as existing national and international legal frameworks are uniquely unsuited for regulation of 3D printing.
_
- Biggest advantages of 3D printing are printing parts with complex geometries, customization and single step manufacturing with less tooling. 3D printing renders very low volume production economical and thereby enables mass-customisation on a very large scale. Biggest disadvantages of 3D printing are too much reliance on plastic, consume large amount of energy (except small desktop printer), emit unhealthy particles and vapours, and its current status as a relatively immature technology.
______
Dr. Rajiv Desai. MD.
26 June, 2017
______
Postscript:
With this article I have completed discussion on fourth industrial revolution in my website.
______
75 comments on “3D PRINTING”
Leave a Reply

Great information. Lucky me I found your website by accident (stumbleupon). I’ve bookmarked it for later!
I really liked your blog post.Thanks Again. Really Great.
I quite like reading through an article that can make people think. Also, thank you for permitting me to comment!
There’s definately a great deal to know about this topic. I like all the points you’ve made.
Youre so cool! I dont suppose Ive read anything like this before. So good to search out any individual with some unique thoughts on this subject. realy thank you for beginning this up. this website is one thing that is wanted on the net, somebody with just a little originality. helpful job for bringing something new to the web!
After study a few of the blog posts on your website now, and I truly like your way of blogging. I bookmarked it to my bookmark website list and will be checking back soon. Pls check out my web site as well and let me know what you think.
This is the right blog for anyone who wants to find out about this topic. You realize so much its almost hard to argue with you (not that I actually would want?HaHa). You definitely put a new spin on a topic thats been written about for years. Great stuff, just great!
I could not resist commenting. Perfectly written!
I blog frequently and I truly thank you for your information. This great article has really peaked my interest. I am going to take a note of your site and keep checking for new information about once a week. I subscribed to your Feed too.
This website truly has all the information I needed about this subject and didnít know who to ask.
I could not resist commenting. Exceptionally well written!
Excellent blog post. I definitely appreciate this site. Keep writing!
Greetings! Very helpful advice within this post! It’s the little changes that make the largest changes. Thanks a lot for sharing!
An outstanding share! I’ve just forwarded this onto a friend who has been doing a little research on this. And he in fact ordered me dinner due to the fact that I stumbled upon it for him… lol. So allow me to reword this…. Thanks for the meal!! But yeah, thanx for spending the time to talk about this topic here on your site.
You made some decent points there. I checked on the internet for more info about the issue and found most individuals will go along with your views on this website.
I could not refrain from commenting. Exceptionally well written!
Way cool! Some extremely valid points! I appreciate you penning this write-up and also the rest of the site is also very good.
Great article! We will be linking to this particularly great content on our website. Keep up the good writing.
Everything is very open with a clear description of the challenges. It was definitely informative. Your website is very helpful. Thank you for sharing!
You should be a part of a contest for one of the highest quality websites online. I am going to recommend this web site!
I must thank you for the efforts you’ve put in writing this blog. I am hoping to see the same high-grade content by you in the future as well. In fact, your creative writing abilities has motivated me to get my own blog now 😉
There is certainly a great deal to know about this topic. I love all of the points you’ve made.
Itís nearly impossible to find knowledgeable people about this subject, but you seem like you know what youíre talking about! Thanks
Way cool! Some extremely valid points! I appreciate you writing this post and the rest of the website is really good.
This is the right site for anybody who would like to understand this topic. You know so much its almost tough to argue with you (not that I personally would want toÖHaHa). You definitely put a fresh spin on a subject that has been discussed for ages. Excellent stuff, just great!